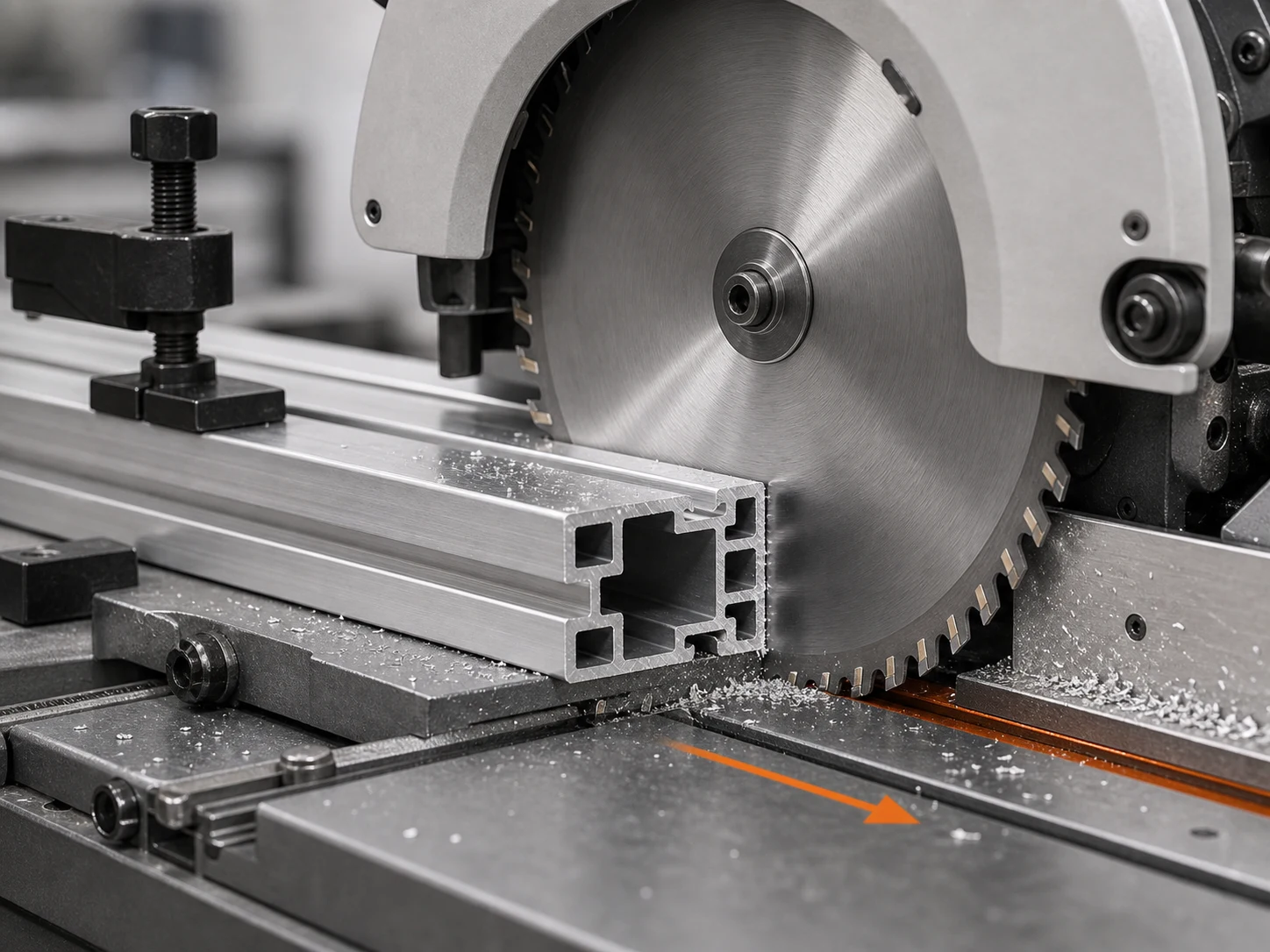
Cutting aluminum with the wrong saw blade is a fast track to destroyed teeth, welded chips, and scrapped material. Aluminum is soft, gummy, and expands with heat — three characteristics that make it uniquely challenging for circular saw blades designed for wood or steel.
Our factory has been producing TCT saw blades for aluminum cutting since the mid-2000s, supplying aluminum window and door fabricators across Southeast Asia and South Asia. We’ve learned what works through thousands of production runs and customer feedback cycles. This guide covers everything you need to know about selecting and using a circular saw blade for aluminum.
Why Aluminum Cutting Demands a Specialized Blade
Aluminum behaves differently from wood or steel in three critical ways:
- Thermal expansion: Aluminum expands roughly twice as much as steel for the same temperature increase. In a cut, the kerf narrows as the material heats up, which pinches the blade plate and causes friction, vibration, and tooth damage.
- Chip welding (built-up edge): Aluminum’s low melting point (660°C) means the friction heat at the cutting edge can cause chips to weld onto the carbide teeth. This built-up edge destroys cut quality and accelerates tooth wear.
- Gummy chips: Unlike wood dust or steel chips, aluminum chips are soft and stringy. They don’t evacuate easily and tend to pack into gullets, clogging the blade.
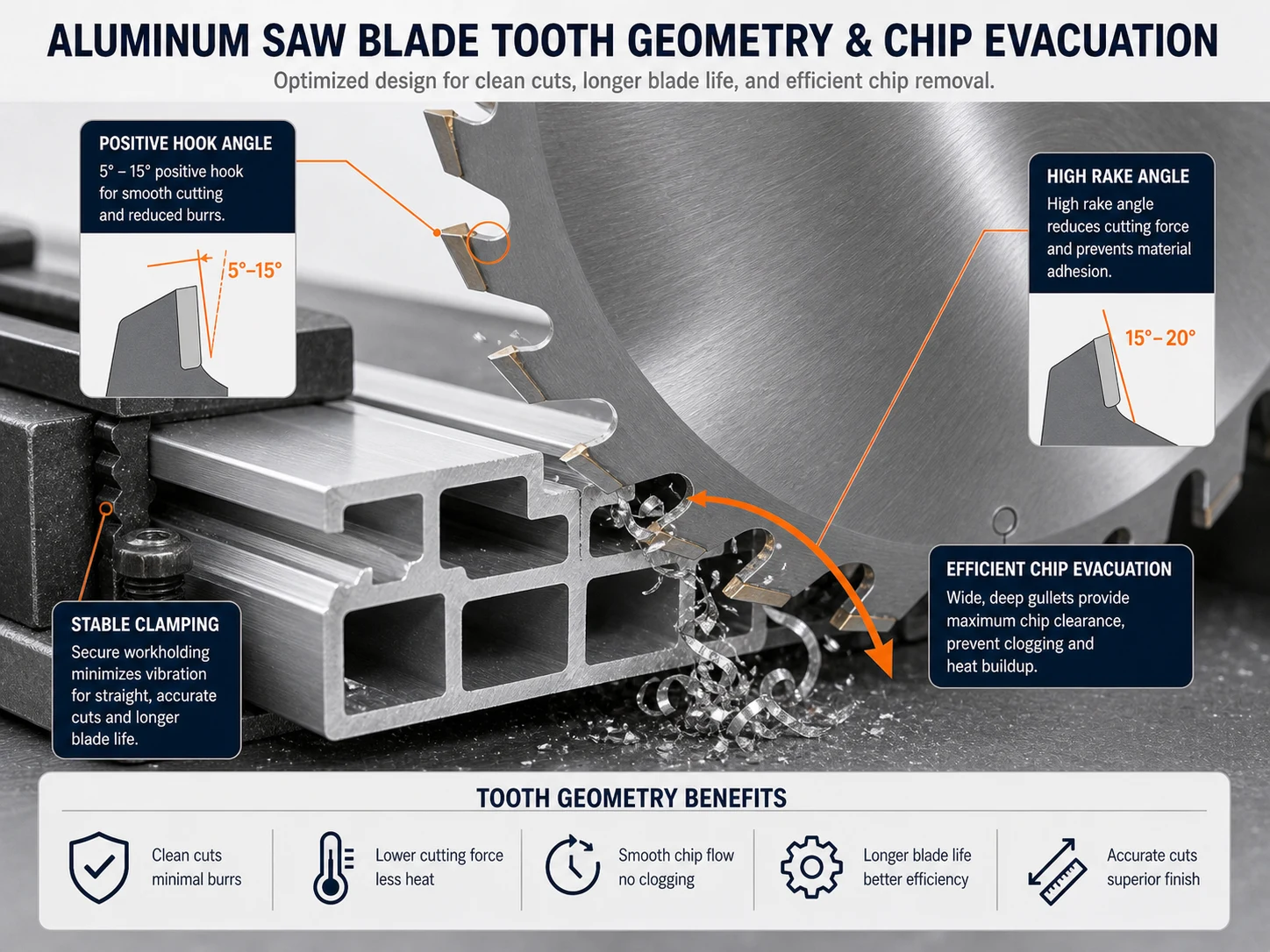
These characteristics mean you need a blade with the right tooth geometry, tooth count, hook angle, and carbide grade — not just “a metal-cutting blade.”
Recommended Tooth Geometry: TCG (Triple Chip Grind)
For aluminum cutting, TCG (Triple Chip Grind) is the preferred tooth geometry. Here’s why:
TCG alternates between two tooth types: a trapezoidal “lead” tooth that cuts a wider groove, followed by a flat “finish” tooth that cleans the remaining material from the groove walls. This design:
- Reduces the contact area between each tooth and the aluminum, lowering heat generation
- Prevents the trailing edge of each tooth from rubbing against the cut surface (a major cause of chip welding)
- Produces cleaner edges on both sides of the cut — critical for visible aluminum profiles in window and door manufacturing
While ATB (Alternate Top Bevel) geometry works for some non-ferrous applications, TCG is more reliable for production aluminum cutting. We produce TCG aluminum blades as our standard and ATB as a custom option only when the customer specifically requests it.
Choosing the Right Tooth Count
Tooth count for aluminum blades is higher than for wood because each tooth needs to take a smaller bite to control heat and chip evacuation:
| Blade Diameter | Tooth Count | Application |
|---|---|---|
| 184–210mm | 60–80T | Portable circular saws, thin profiles |
| 254mm (10″) | 80–100T | Miter saws, medium profiles |
| 305mm (12″) | 80–120T | Chop saws, thick profiles |
| 350–405mm | 100–120T | Industrial cutoff saws, production cutting |
Rule of thumb: For aluminum, aim for 60–100 teeth on a 254mm blade. Fewer than 60T produces rough cuts with visible striations. More than 100T risks heat buildup and chip welding unless you’re cutting very thin material with excellent cooling.
Hook Angle: Negative or Zero
The hook angle (also called rake angle) is critical for aluminum cutting. This is where most “multi-material” blades fail — they use positive hook angles that grab aggressively in soft metal.
- Negative hook (-5° to -2°): Best for aluminum. The tooth scrapes rather than grabs, giving you controlled cutting with minimal risk of the blade pulling the workpiece. Essential for miter saws and chop saws where the workpiece is hand-held.
- Zero hook (0°): Acceptable for table saws with a fence holding the workpiece. Still safe, slightly more aggressive than negative hook.
- Positive hook (+5° or more): Dangerous for aluminum. The tooth grabs the soft material and can pull the workpiece or cause kickback. Never use a positive-hook blade for aluminum cutting.
All our aluminum-specific blades use -5° to 0° hook angles. This is non-negotiable for safety and cut quality.
Speed and Feed Reference
Running the blade at the right speed is just as important as choosing the right blade. Here’s a practical reference table based on our factory testing:
| Blade Diameter | RPM Range | Tip Speed (m/s) | Feed Rate |
|---|---|---|---|
| 254mm | 2,500–3,500 | 33–46 | 1.0–2.0 m/min |
| 305mm | 2,000–3,000 | 32–48 | 1.0–2.5 m/min |
| 355mm | 1,800–2,500 | 34–47 | 1.5–3.0 m/min |
| 405mm | 1,500–2,200 | 32–47 | 1.5–3.5 m/min |
Key principle: The tip speed should stay in the 30–50 m/s range. Too fast and you generate excessive heat (chip welding). Too slow and the teeth rub rather than cut (rapid wear). If your machine doesn’t have variable speed, use a blade diameter that matches the fixed RPM.
Cooling and Lubrication
For occasional aluminum cutting, a dry cut with the right blade works fine — especially for thin-wall profiles under 3mm. But for production cutting, lubrication is essential.
- Wax stick: The simplest method. Apply a wax stick to the blade teeth before each cut. Reduces chip welding and extends blade life by 30–50%. No mess, no equipment needed.
- Mist coolant: A spray mist system delivering water-soluble cutting fluid. Best for medium-volume production. Cools the cut zone and flushes chips.
- Flood coolant: Full coolant flow for industrial cutoff saws. Required for thick solid aluminum (over 6mm wall thickness) at high production volumes.
Never use cutting oil with aluminum. Oil reacts with aluminum under heat and pressure, causing staining and adhesion issues. Use water-soluble cutting fluid (emulsion) specifically formulated for non-ferrous metals.
Factory Case Study: Southeast Asian Aluminum Fabricator
One of our longest-standing customers is an aluminum window and door fabricator in Southeast Asia. They’ve been buying from us for over 7 years. When they first approached us, they were using general-purpose TCT blades and experiencing three problems:
- Chip welding after 30–40 cuts, requiring blade cleaning every hour
- Rough edges on visible profiles, leading to rework and customer complaints
- Blade life of only 200–300 cuts before resharpening
We switched them to our dedicated aluminum blade specification: 305mm × 96T × TCG × -3° hook × 30mm bore, YG6A carbide. The results:
- Chip welding eliminated — they now clean the blade once per shift instead of every hour
- Edge quality improved to the point where visible profiles need no secondary finishing
- Blade life increased to 800–1,000 cuts before resharpening
- Annual purchasing stabilized at roughly 5 million RMB across saw blades and drill bits
The key was not just the blade — it was the combination of correct tooth geometry, tooth count, hook angle, and carbide grade, all matched to their specific aluminum alloy (6063-T5) and machine setup.
Explore our TCT saw blade range or browse the full product catalog. For general blade selection guidance, see our circular saw blade selection guide.
Frequently Asked Questions
Can I use a wood blade to cut aluminum?
No. Wood blades have positive hook angles that grab aggressively in soft aluminum, causing dangerous kickback and poor cut quality. The tooth geometry and gullet design are also wrong — wood blades don’t have the chip clearance needed for gummy aluminum chips. Always use a dedicated aluminum blade with TCG teeth and negative or zero hook angle.
What TCT blade is best for cutting aluminum extrusions?
For standard aluminum extrusions (6063-T5), we recommend a 254mm or 305mm blade with 80–100 TCG teeth, -3° to -5° hook angle, and YG6A carbide grade. This combination handles wall thicknesses from 1mm to 5mm with clean edges and minimal chip welding. For thicker profiles, increase the blade diameter and reduce RPM.
Do I need coolant when cutting aluminum?
For thin-wall profiles (under 3mm), a wax stick applied before each cut is usually sufficient. For thicker material or production cutting, use a water-soluble mist coolant. Never use cutting oil with aluminum — it causes staining and adhesion. Flood coolant is only necessary for thick solid aluminum or high-speed production cutting.
Why does my blade keep getting clogged with aluminum?
This is chip welding — aluminum chips are fusing to the carbide teeth due to heat and friction. Causes include: too few teeth (each tooth takes too big a bite), positive hook angle (too aggressive), excessive RPM, or no lubrication. Switch to a TCG blade with more teeth and negative hook, reduce speed, and use a wax stick or mist coolant.
Selecting aluminum cutting blades?
Use the application-based guide to confirm machine type, material shape, tooth geometry and required cutting result before ordering. Read the guide.