Using the wrong drill bit size is one of the most common — and most expensive — mistakes in any workshop. Drill a pilot hole too small and you’ll crack the material or snap a tap. Drill it too large and your fastener won’t hold. In precision work, even 0.1mm matters.
After producing drill bits across the full metric and imperial range for 30+ years, we’ve seen every sizing mistake in the book. This guide puts every standard size in one place, with practical guidance for choosing the right one by material and application.
Metric Drill Bit Size Chart (Complete Table)
Metric sizes are the global standard — used everywhere except the US. Here’s the complete range from 0.5mm to 25.0mm:
| Size (mm) | Inch Equiv. | Size (mm) | Inch Equiv. | Size (mm) | Inch Equiv. |
|---|---|---|---|---|---|
| 0.5 | 0.0197″ | 3.6 | 0.1417″ | 8.5 | 0.3346″ |
| 0.6 | 0.0236″ | 3.7 | 0.1457″ | 8.6 | 0.3386″ |
| 0.7 | 0.0276″ | 3.8 | 0.1496″ | 8.7 | 0.3425″ |
| 0.8 | 0.0315″ | 3.9 | 0.1535″ | 8.8 | 0.3465″ |
| 0.9 | 0.0354″ | 4.0 | 0.1575″ | 8.9 | 0.3504″ |
| 1.0 | 0.0394″ | 4.1 | 0.1614″ | 9.0 | 0.3543″ |
| 1.1 | 0.0433″ | 4.2 | 0.1654″ | 9.5 | 0.3740″ |
| 1.2 | 0.0472″ | 4.3 | 0.1693″ | 10.0 | 0.3937″ |
| 1.3 | 0.0512″ | 4.4 | 0.1732″ | 10.2 | 0.4016″ |
| 1.4 | 0.0551″ | 4.5 | 0.1772″ | 10.5 | 0.4134″ |
| 1.5 | 0.0591″ | 4.6 | 0.1811″ | 11.0 | 0.4331″ |
| 1.6 | 0.0630″ | 4.7 | 0.1850″ | 11.5 | 0.4528″ |
| 1.7 | 0.0669″ | 4.8 | 0.1890″ | 12.0 | 0.4724″ |
| 1.8 | 0.0709″ | 4.9 | 0.1929″ | 12.5 | 0.4921″ |
| 1.9 | 0.0748″ | 5.0 | 0.1969″ | 13.0 | 0.5118″ |
| 2.0 | 0.0787″ | 5.1 | 0.2008″ | 13.5 | 0.5315″ |
| 2.1 | 0.0827″ | 5.2 | 0.2047″ | 14.0 | 0.5512″ |
| 2.2 | 0.0866″ | 5.3 | 0.2087″ | 14.5 | 0.5709″ |
| 2.3 | 0.0906″ | 5.4 | 0.2126″ | 15.0 | 0.5906″ |
| 2.4 | 0.0945″ | 5.5 | 0.2165″ | 15.5 | 0.6102″ |
| 2.5 | 0.0984″ | 5.6 | 0.2205″ | 16.0 | 0.6299″ |
| 2.6 | 0.1024″ | 5.7 | 0.2244″ | 16.5 | 0.6496″ |
| 2.7 | 0.1063″ | 5.8 | 0.2283″ | 17.0 | 0.6693″ |
| 2.8 | 0.1102″ | 5.9 | 0.2323″ | 17.5 | 0.6890″ |
| 2.9 | 0.1142″ | 6.0 | 0.2362″ | 18.0 | 0.7087″ |
| 3.0 | 0.1181″ | 6.1 | 0.2402″ | 18.5 | 0.7283″ |
| 3.1 | 0.1220″ | 6.2 | 0.2441″ | 19.0 | 0.7480″ |
| 3.2 | 0.1260″ | 6.3 | 0.2480″ | 19.5 | 0.7677″ |
| 3.3 | 0.1299″ | 6.4 | 0.2520″ | 20.0 | 0.7874″ |
| 3.4 | 0.1339″ | 6.5 | 0.2559″ | 20.5 | 0.8071″ |
| 3.5 | 0.1378″ | 6.6 | 0.2598″ | 21.0 | 0.8268″ |
| 6.7 | 0.2638″ | 22.0 | 0.8661″ | ||
| 6.8 | 0.2677″ | 23.0 | 0.9055″ | ||
| 6.9 | 0.2717″ | 24.0 | 0.9449″ | ||
| 7.0 | 0.2756″ | 25.0 | 0.9843″ | ||
| 7.1 | 0.2795″ | ||||
| 7.2 | 0.2835″ | ||||
| 7.3 | 0.2874″ | ||||
| 7.4 | 0.2913″ | ||||
| 7.5 | 0.2953″ | ||||
| 7.6 | 0.2992″ | ||||
| 7.7 | 0.3031″ | ||||
| 7.8 | 0.3071″ | ||||
| 7.9 | 0.3110″ | ||||
| 8.0 | 0.3150″ | ||||
| 8.1 | 0.3189″ | ||||
| 8.2 | 0.3228″ | ||||
| 8.3 | 0.3268″ | ||||
| 8.4 | 0.3307″ |
Commonly stocked sizes are in 0.1mm increments from 1.0–10.0mm, and 0.5mm increments from 10.0–25.0mm. Intermediate sizes (0.05mm steps) are available as precision bits.
Fractional (Imperial) Size Chart
Used primarily in the United States and in markets with US-influenced standards. Here are the most commonly used fractional sizes:
| Fraction | Decimal (in) | mm Equiv. | Fraction | Decimal (in) | mm Equiv. |
|---|---|---|---|---|---|
| 1/16″ | 0.0625 | 1.59 | 7/16″ | 0.4375 | 11.11 |
| 5/64″ | 0.0781 | 1.98 | 29/64″ | 0.4531 | 11.51 |
| 3/32″ | 0.0938 | 2.38 | 15/32″ | 0.4688 | 11.91 |
| 7/64″ | 0.1094 | 2.78 | 31/64″ | 0.4844 | 12.30 |
| 1/8″ | 0.1250 | 3.18 | 1/2″ | 0.5000 | 12.70 |
| 9/64″ | 0.1406 | 3.57 | 33/64″ | 0.5156 | 13.10 |
| 5/32″ | 0.1563 | 3.97 | 17/32″ | 0.5313 | 13.49 |
| 11/64″ | 0.1719 | 4.37 | 35/64″ | 0.5469 | 13.89 |
| 3/16″ | 0.1875 | 4.76 | 9/16″ | 0.5625 | 14.29 |
| 13/64″ | 0.2031 | 5.16 | 19/32″ | 0.5938 | 15.08 |
| 7/32″ | 0.2188 | 5.56 | 5/8″ | 0.6250 | 15.88 |
| 15/64″ | 0.2344 | 5.95 | 21/32″ | 0.6563 | 16.67 |
| 1/4″ | 0.2500 | 6.35 | 11/16″ | 0.6875 | 17.46 |
| 17/64″ | 0.2656 | 6.75 | 23/32″ | 0.7188 | 18.26 |
| 9/32″ | 0.2813 | 7.14 | 3/4″ | 0.7500 | 19.05 |
| 19/64″ | 0.2969 | 7.54 | 25/32″ | 0.7813 | 19.84 |
| 5/16″ | 0.3125 | 7.94 | 13/16″ | 0.8125 | 20.64 |
| 21/64″ | 0.3281 | 8.33 | 7/8″ | 0.8750 | 22.23 |
| 11/32″ | 0.3438 | 8.73 | 15/16″ | 0.9375 | 23.81 |
| 23/64″ | 0.3594 | 9.13 | 1″ | 1.0000 | 25.40 |
| 3/8″ | 0.3750 | 9.53 | |||
| 25/64″ | 0.3906 | 9.92 | |||
| 13/32″ | 0.4063 | 10.32 |
Letter and Number Size Chart
The letter and number drill bit system is used almost exclusively in the US, primarily for tap drill sizes. These sizes fill the gaps between fractional sizes.
Number Drill Bits (#1–#80)
Number bits range from #1 (0.228″ / 5.79mm) down to #80 (0.0135″ / 0.34mm). The most commonly referenced for tapping:
| Number | Inch | mm | Number | Inch | mm |
|---|---|---|---|---|---|
| #1 | 0.2280 | 5.79 | #21 | 0.1590 | 4.04 |
| #2 | 0.2210 | 5.61 | #25 | 0.1495 | 3.80 |
| #3 | 0.2130 | 5.41 | #29 | 0.1360 | 3.45 |
| #4 | 0.2090 | 5.31 | #30 | 0.1285 | 3.26 |
| #5 | 0.2055 | 5.22 | #33 | 0.1130 | 2.87 |
| #6 | 0.2040 | 5.18 | #36 | 0.1065 | 2.71 |
| #7 | 0.2010 | 5.11 | #39 | 0.0995 | 2.53 |
| #8 | 0.1990 | 5.05 | #40 | 0.0980 | 2.49 |
| #10 | 0.1935 | 4.92 | #43 | 0.0890 | 2.26 |
| #11 | 0.1910 | 4.85 | #50 | 0.0700 | 1.78 |
| #12 | 0.1890 | 4.80 | #60 | 0.0400 | 1.02 |
| #16 | 0.1770 | 4.50 | #70 | 0.0200 | 0.51 |
Letter Drill Bits (A–Z)
| Letter | Inch | mm | Letter | Inch | mm |
|---|---|---|---|---|---|
| A | 0.234 | 5.94 | N | 0.302 | 7.67 |
| B | 0.238 | 6.04 | O | 0.316 | 8.03 |
| C | 0.242 | 6.15 | P | 0.323 | 8.20 |
| D | 0.246 | 6.25 | Q | 0.332 | 8.43 |
| E | 0.250 | 6.35 | R | 0.339 | 8.61 |
| F | 0.257 | 6.53 | S | 0.348 | 8.84 |
| G | 0.261 | 6.63 | T | 0.358 | 9.09 |
| H | 0.266 | 6.76 | U | 0.368 | 9.35 |
| I | 0.272 | 6.91 | V | 0.377 | 9.58 |
| J | 0.277 | 7.04 | W | 0.386 | 9.80 |
| K | 0.281 | 7.14 | X | 0.397 | 10.08 |
| L | 0.290 | 7.37 | Y | 0.404 | 10.26 |
| M | 0.295 | 7.49 | Z | 0.413 | 10.49 |

How to Choose the Right Drill Bit Size by Material
Metal
For metal drilling, the right size is critical — too small and you’ll work the bit too hard, causing overheating; too large and you’ll get a sloppy hole.
- Through-holes for bolts: Use the nominal bolt size + 0.2mm (metric) or one fractional size up (imperial). Example: M8 bolt → 8.2mm or 8.4mm drill bit.
- Pilot holes: 40–50% of the final hole diameter for the first pass. For deep holes in steel, start with a short, stiff bit.
- Sheet metal: Use the exact size — there’s no room for adjustment in thin material. A step drill bit can also work well for sheet metal.
For harder metals, consider carbide drill bits instead of HSS — they maintain size accuracy better under load.
Wood
Wood is more forgiving, but the right size still matters for clean results:
- Pilot holes for screws: 60–70% of the screw shank diameter for softwood, 70–80% for hardwood. This prevents splitting without sacrificing holding power.
- Clearance holes: Equal to or slightly larger than the screw shank. This allows the screw to pass through without threading into the top piece.
- Dowel holes: Use the exact dowel diameter. A 6mm dowel requires a 6mm bit — no rounding up.
Concrete and Masonry
For concrete, the drill bit size must match the anchor or bolt specification exactly. An oversized hole in concrete means your anchor won’t grip.
- Use SDS hammer drill bits for rotary hammer drills — they come in standard metric sizes matched to common anchor diameters.
- For standard hammer drills, carbide-tipped masonry bits in 4mm–20mm cover most applications.
Plastic
Plastic is tricky because it can melt or crack if the hole is too tight:
- Acrylic/polycarbonate: Drill 0.1–0.2mm over the fastener size. Use very low speed and moderate pressure to prevent melting.
- PVC/ABS: Standard sizes work fine. The key is speed control — too fast melts the plastic.
- Nylon/delrin: Use the exact size — these plastics are less brittle and more forgiving.
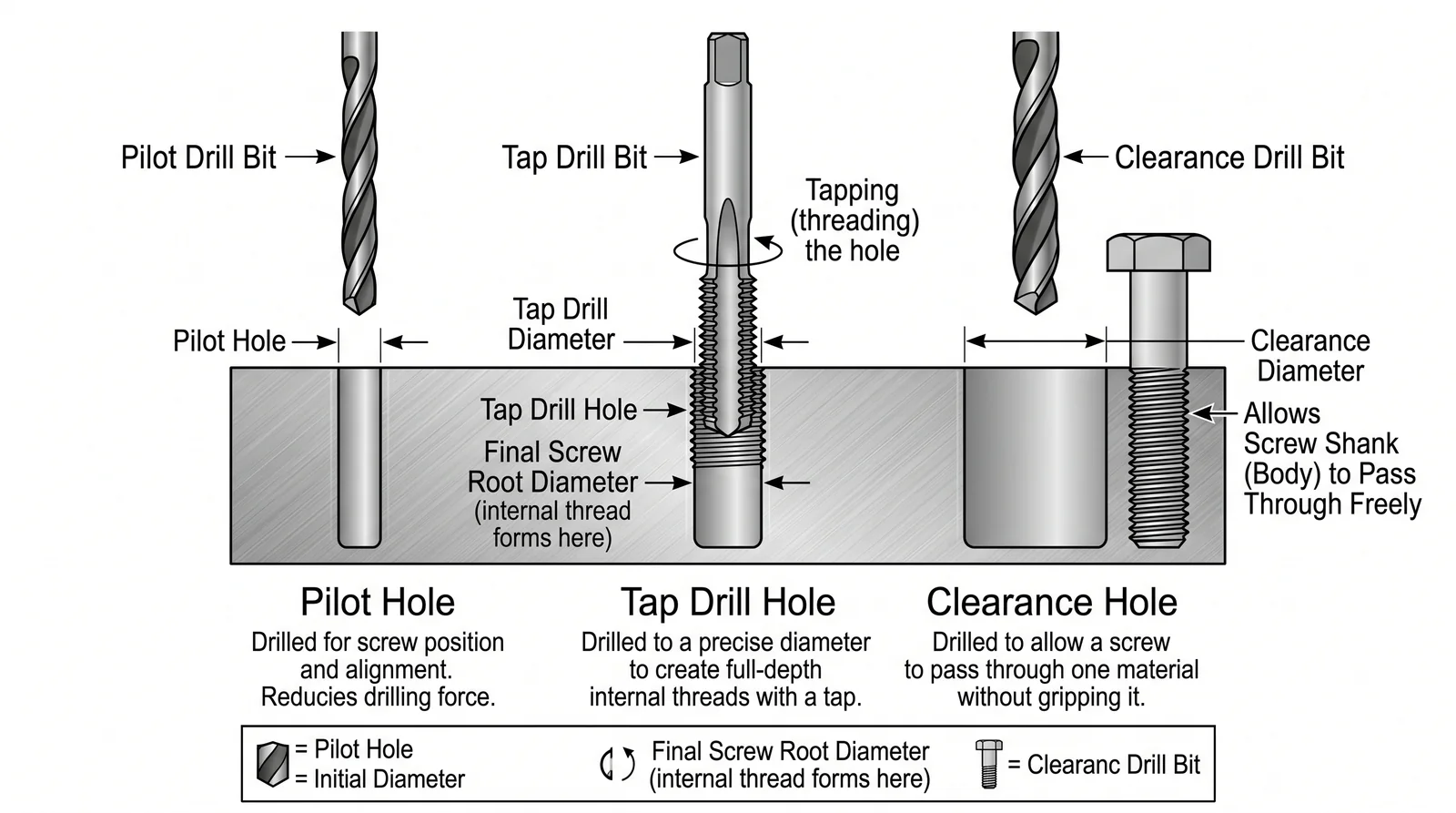
Drill Bit Size for Tap Holes
This is one of the most referenced charts in any machine shop. Using the wrong tap drill size is the #1 cause of broken taps — and broken taps are a nightmare to remove.
Metric Tap Drill Sizes
| Tap Size | Pitch (mm) | Tap Drill (mm) | Clearance Drill (mm) |
|---|---|---|---|
| M3 | 0.5 | 2.5 | 3.3 |
| M3.5 | 0.6 | 2.9 | 3.8 |
| M4 | 0.7 | 3.3 | 4.3 |
| M5 | 0.8 | 4.2 | 5.3 |
| M6 | 1.0 | 5.0 | 6.3 |
| M8 | 1.25 | 6.8 | 8.4 |
| M10 | 1.5 | 8.5 | 10.5 |
| M12 | 1.75 | 10.2 | 12.5 |
| M14 | 2.0 | 12.0 | 14.5 |
| M16 | 2.0 | 14.0 | 16.5 |
| M18 | 2.5 | 15.5 | 19.0 |
| M20 | 2.5 | 17.5 | 21.0 |
Imperial (UNC/UNF) Tap Drill Sizes
| Tap Size | TPI | Tap Drill | Decimal (in) |
|---|---|---|---|
| #6-32 UNC | 32 | #36 | 0.1065 |
| #8-32 UNC | 32 | #29 | 0.1360 |
| #10-24 UNC | 24 | #25 | 0.1495 |
| #10-32 UNF | 32 | #21 | 0.1590 |
| 1/4″-20 UNC | 20 | #7 | 0.2010 |
| 5/16″-18 UNC | 18 | F | 0.2570 |
| 3/8″-16 UNC | 16 | 5/16″ | 0.3125 |
| 1/2″-13 UNC | 13 | 27/64″ | 0.4219 |
| 5/8″-11 UNC | 11 | 17/32″ | 0.5313 |
| 3/4″-10 UNC | 10 | 21/32″ | 0.6563 |
Pro tip: For blind holes, go 0.05–0.1mm smaller than the listed tap drill size. The tighter hole gives you slightly more thread engagement at the bottom, which matters when you can’t go deeper.
Common Mistakes When Selecting Drill Bit Sizes
From our production floor: After 30 years of producing drill bits for export markets across Southeast and South Asia, we’ve identified the same sizing mistakes recurring across different markets:
- Using the bolt diameter as the drill size. This is the #1 mistake. A 6mm bolt needs a 6.2–6.6mm clearance hole, not a 6mm hole. If you drill 6mm for an M6 bolt, the threads will engage in the top plate — which means the two pieces won’t clamp together properly.
- Ignoring tolerance stack-up. In production drilling, your “6.0mm” bit might actually be 5.98mm or 6.03mm depending on wear. For close-tolerance holes, use HSS-G or carbide bits — they hold size better than roll-forged HSS.
- Using the same pilot hole for hardwood and softwood. Softwood splits more easily and needs a slightly larger pilot (about 10% larger). Hardwood is denser and needs a tighter pilot to ensure the screw threads bite properly.
- Not accounting for coating thickness. If you’re using TiN-coated bits, the coating adds about 2–3 microns. For precision work below 3mm, this can push your hole over tolerance. Always test the actual hole size, not just the bit size.
- Confusing tap drill size with clearance drill size. These serve opposite purposes. Tap drill = for cutting internal threads. Clearance drill = for the bolt to pass through freely. Getting them mixed up results in either stripped threads or a bolt that won’t fit.
Our Manufacturing Capability
As a factory with over 10 production lines in Hangzhou, we produce both standard and custom drill bit sizes for global markets. Here’s what we offer:
- Standard metric range: 1.0mm – 25.0mm in 0.1mm increments
- Fractional (imperial) range: 1/16″ – 1/2″ and beyond
- Custom sizes: Non-standard diameters and flute lengths available — MOQ as low as 100 pieces per specification
- Material options: M2 HSS, M35 cobalt (5%), M42 cobalt (8%), solid carbide
- Surface treatments: Black oxide, TiN coating, TiALN coating, steam treatment
Since 1994, we’ve been supplying drill bits to distributors and wholesalers across Southeast Asia, South Asia, and beyond. Whether you need a standard 19-piece HSS set or custom cobalt bits in non-standard sizes, our production lines can handle it.
Explore our full drill bit product range or carbide drill bits for harder material applications.
Frequently Asked Questions
What is the most commonly used drill bit size?
Globally, the most commonly used sizes are 3mm, 4mm, 5mm, 6mm, 8mm, and 10mm in metric, and 1/8″, 1/4″, 5/16″, and 3/8″ in imperial. These cover roughly 70% of all drilling applications. For drill bit sets, a 19-piece metric set (1–10mm by 0.5mm) is the best-selling SKU in most Southeast and South Asian markets.
How do I convert metric drill bit sizes to imperial?
Divide the metric size by 25.4 to get the inch equivalent. For example, 6mm ÷ 25.4 = 0.236″ (close to 15/64″ or 1/4″). For quick reference: 3mm ≈ 1/8″, 6mm ≈ 1/4″, 8mm ≈ 5/16″, 10mm ≈ 3/8″, 13mm ≈ 1/2″.
What drill bit size do I need for an M8 tap?
An M8x1.25 standard pitch tap requires a 6.8mm tap drill bit. For M8x1.0 fine pitch, use a 7.0mm drill bit. Always verify the pitch before selecting your tap drill — standard vs. fine pitch makes a significant difference in the required hole size.
Why do my drill bits drill oversized holes?
Oversized holes are typically caused by: (1) drill bit wobble due to a worn chuck or poor bit concentricity, (2) too much feed pressure causing the bit to flex, (3) using roll-forged bits instead of ground (HSS-G) bits for precision work, or (4) a dull cutting edge that causes the bit to wander. For holes that need to be within ±0.05mm, use precision-ground bits in a drill press with a good chuck.