Tap a hole with the wrong drill bit size and you’ll strip threads, crack the workpiece, or end up with a fastener that won’t hold. It’s one of the most common mistakes in metalworking — and one of the easiest to avoid with the right reference data.
At our Hangzhou factory, we produce HSS twist drill bits in metric sizes from 1mm to 25mm, and we regularly advise customers on which drill bit size to use before tapping. This guide gives you complete tap drill size charts for metric and imperial threads, plus the practical knowledge to adjust for different materials and thread engagement requirements.
What Is a Tap Drill, and Why Does Size Matter?
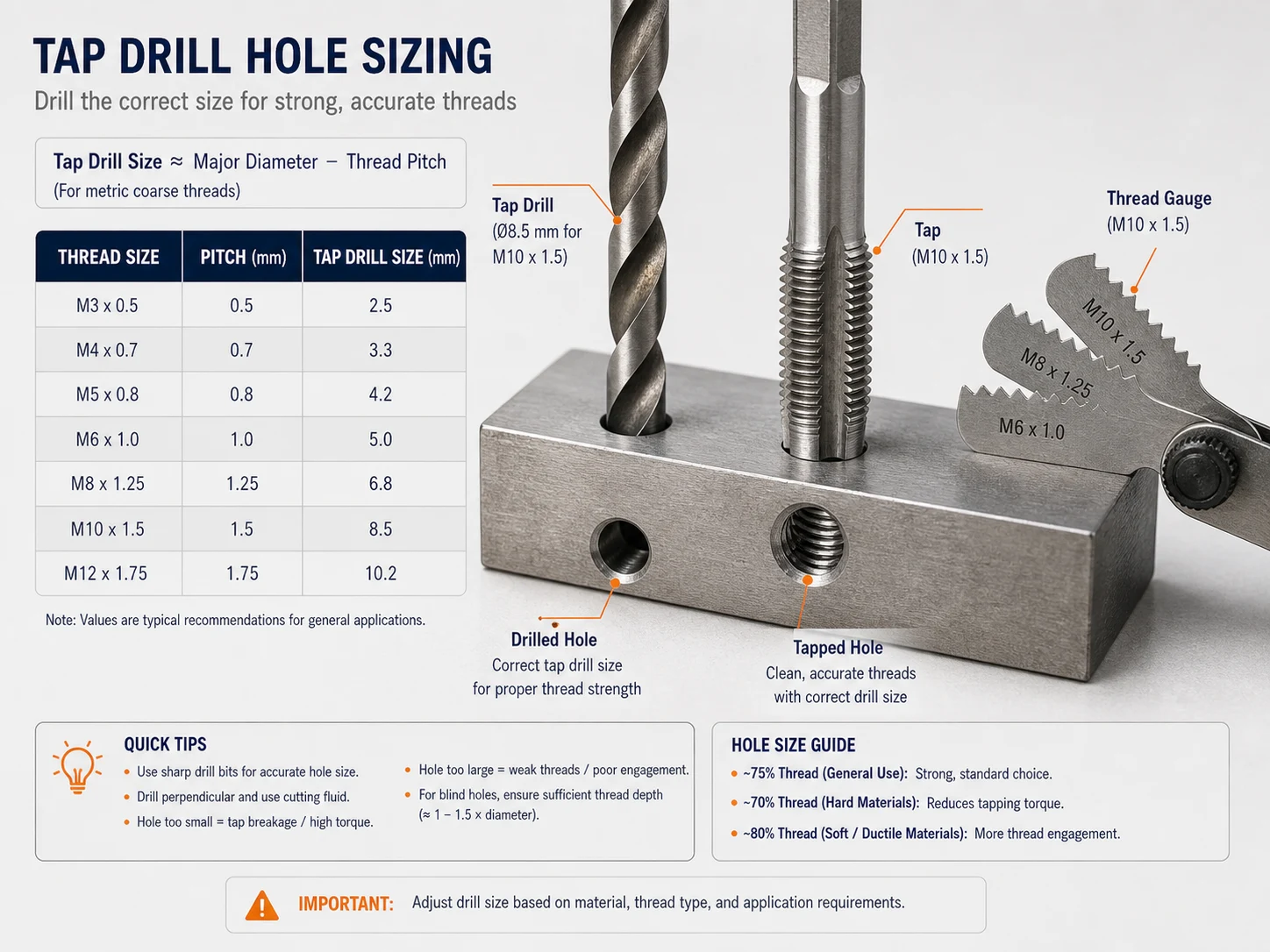
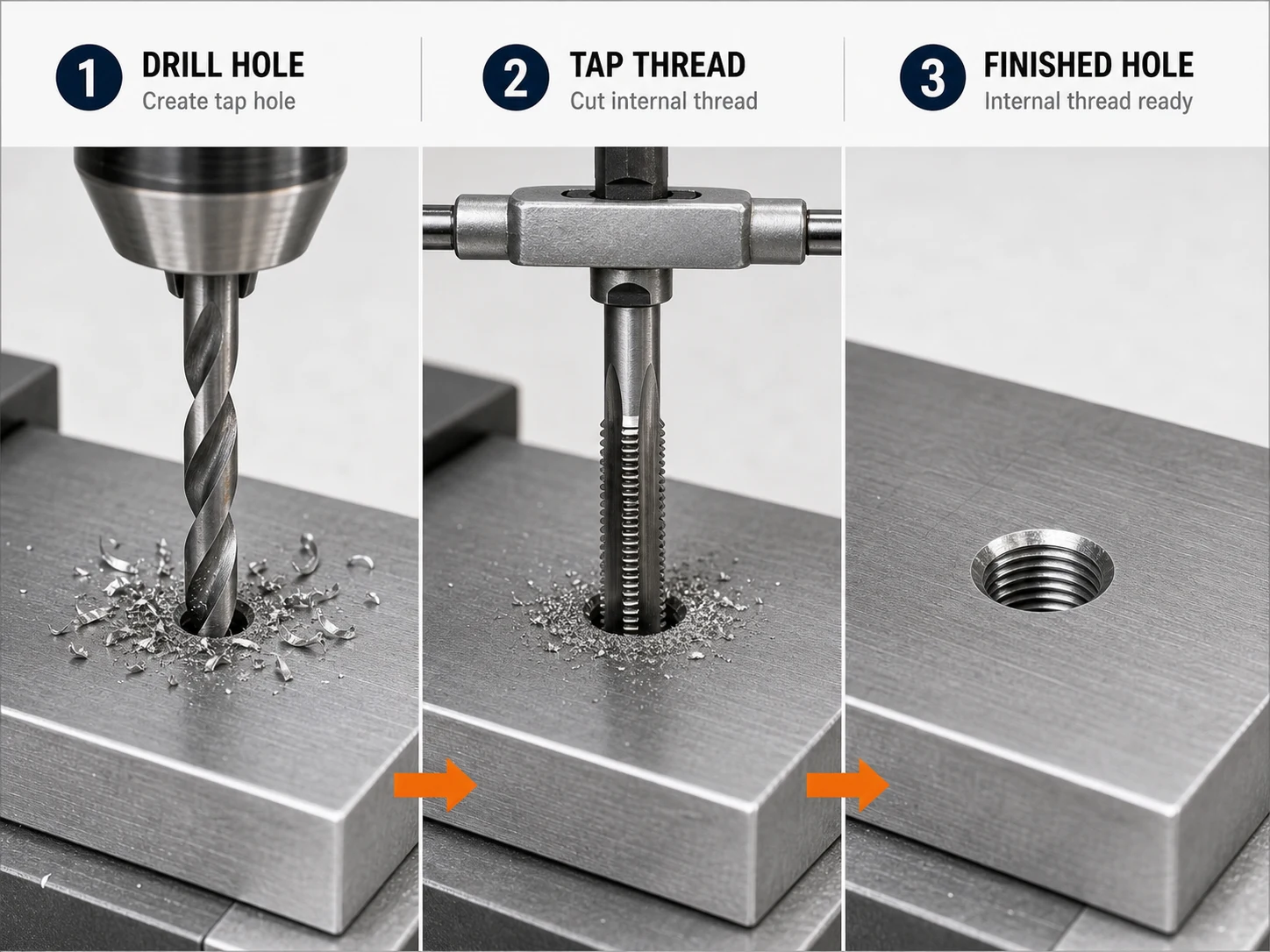
When you cut threads into a hole (tapping), you’re removing material with a tap to create helical grooves. The tap drill is the hole you drill before tapping — and its diameter determines how much material remains for the threads to grip.
- Drill too small: The tap has to remove too much material. This increases torque, risks tap breakage (especially in small sizes), and produces weak, stressed threads.
- Drill too large: Not enough material remains for the threads. The result is shallow, weak threads that strip easily under load.
- Drill just right: The tap cuts clean, strong threads with minimal torque and maximum pull-out strength.
The “right” size depends on three factors: the thread specification (metric or imperial), the desired thread engagement percentage, and the material being tapped.
Metric Thread Tap Drill Chart (M2 – M24)
The standard metric tap drill size is calculated as: Tap Drill = Major Diameter – Pitch. This gives approximately 75% thread engagement, which is suitable for most applications in steel and cast iron.
| Thread Size | Pitch (mm) | 75% Engagement Drill | 50% Engagement Drill | Thread Depth (75%) |
|---|---|---|---|---|
| M2 | 0.40 | 1.60mm | 1.70mm | 0.30mm |
| M2.5 | 0.45 | 2.05mm | 2.15mm | 0.34mm |
| M3 | 0.50 | 2.50mm | 2.65mm | 0.38mm |
| M4 | 0.70 | 3.30mm | 3.50mm | 0.53mm |
| M5 | 0.80 | 4.20mm | 4.40mm | 0.60mm |
| M6 | 1.00 | 5.00mm | 5.25mm | 0.75mm |
| M8 | 1.25 | 6.80mm | 7.00mm | 0.94mm |
| M10 | 1.50 | 8.50mm | 8.80mm | 1.13mm |
| M12 | 1.75 | 10.20mm | 10.50mm | 1.31mm |
| M14 | 2.00 | 12.00mm | 12.30mm | 1.50mm |
| M16 | 2.00 | 14.00mm | 14.30mm | 1.50mm |
| M18 | 2.50 | 15.50mm | 16.00mm | 1.88mm |
| M20 | 2.50 | 17.50mm | 18.00mm | 1.88mm |
| M22 | 2.50 | 19.50mm | 20.00mm | 1.88mm |
| M24 | 3.00 | 21.00mm | 21.50mm | 2.25mm |
Note: For M2–M5, the 75% engagement drill size is often not a standard drill bit diameter. In practice, use the closest standard bit. For example, M3 calls for 2.50mm — use a 2.50mm or 2.55mm bit. M4 calls for 3.30mm — use a 3.30mm or 3.20mm bit (slightly tighter threads).
Imperial (UNC / UNF) Tap Drill Chart
For buyers in North American markets and legacy machinery, here are the common imperial thread tap drill sizes:
| Thread Size | Threads Per Inch | 75% Engagement Drill | 50% Engagement Drill |
|---|---|---|---|
| #4-40 (UNC) | 40 | #43 (2.27mm) | #42 (2.37mm) |
| #6-32 (UNC) | 32 | #36 (2.79mm) | #35 (2.95mm) |
| #8-32 (UNC) | 32 | #29 (3.45mm) | #28 (3.57mm) |
| #10-24 (UNC) | 24 | #25 (3.80mm) | #24 (3.91mm) |
| 1/4″-20 (UNC) | 20 | #7 (5.11mm) | 13/64″ (5.16mm) |
| 5/16″-18 (UNC) | 18 | F (6.53mm) | 17/64″ (6.75mm) |
| 3/8″-16 (UNC) | 16 | 5/16″ (7.94mm) | Q (8.43mm) |
| 1/2″-13 (UNC) | 13 | 27/64″ (10.72mm) | Z (10.49mm) |
| 1/4″-28 (UNF) | 28 | #3 (5.41mm) | 7/32″ (5.56mm) |
| 5/16″-24 (UNF) | 24 | I (7.09mm) | J (7.24mm) |
| 3/8″-24 (UNF) | 24 | Q (8.43mm) | 11/32″ (8.73mm) |
| 1/2″-20 (UNF) | 20 | 29/64″ (11.51mm) | 15/32″ (11.91mm) |
Understanding Thread Engagement: 75% vs 50%
Thread engagement is the percentage of the theoretical full thread depth that’s actually cut into the hole. It’s the key variable that lets you adjust tap drill size for different materials and applications.
75% Thread Engagement (Standard)
This is the default for most applications. It provides strong threads with good pull-out resistance. Use 75% engagement for:
- Steel and stainless steel
- Cast iron
- Structural applications where joint strength matters
- Applications subject to vibration or dynamic loads
50% Thread Engagement (Reduced)
Using a slightly larger tap drill reduces thread engagement to approximately 50%. This reduces tapping torque and is useful for:
- Soft materials (aluminum, brass, plastic) where full threads can cause galling or cracking
- Thin-walled parts where full engagement would leave too little wall thickness
- Difficult tapping situations (deep holes, small sizes) where tap breakage is a risk
- Applications where the fastener is not heavily loaded
Factory insight: A customer in Bangladesh was breaking taps consistently in M6 aluminum housings. The problem wasn’t the tap — it was using a 5.00mm drill (75% engagement) in soft aluminum with a hand tap. Switching to a 5.25mm drill (approximately 50% engagement) eliminated tap breakage completely, and the assembled joints still passed their torque requirements. Sometimes the “standard” isn’t right for the material.
Material Adjustments
The tap drill charts above assume steel. Different materials need different approaches:
| Material | Recommended Engagement | Adjustment | Notes |
|---|---|---|---|
| Steel (mild, alloy) | 75% | Use standard chart | Standard reference material |
| Stainless steel | 65–75% | Use 75% drill or slightly larger | Work-hardens; use sharp taps and cutting fluid |
| Cast iron | 75–80% | Use standard or slightly smaller | Chip material; full threads are fine |
| Aluminum | 50–65% | Use 50% drill or between 50–75% | Prone to galling; use lubricant |
| Brass / Bronze | 50–65% | Use 50% drill | Soft; full engagement can split material |
| Plastic | 50–60% | Use 50% drill or slightly larger | Threads form rather than cut; avoid excessive torque |
Practical Tapping Tips From the Factory Floor
- Always use a drill press or tapping guide for vertical holes. A crooked tap drill produces crooked threads, which means uneven load distribution and weaker joints.
- Use cutting fluid. Even for hand tapping, a drop of cutting oil or tapping fluid makes a dramatic difference in thread quality and tap life. In stainless steel, it’s mandatory — dry tapping will destroy the tap and produce torn threads.
- Chamfer the hole entrance. A small countersink or chamfer at the top of the hole helps the tap start straight and prevents burrs that interfere with fastener seating.
- Back off every half turn. This breaks chips and prevents packing. In deep holes (depth > 1.5× diameter), back off every quarter turn.
- Don’t force a tap that’s binding. If torque spikes, back out, clear chips, and check your drill size. Forcing a binding tap is the fastest way to snap it — especially in sizes below M6.
- Test your drill size on scrap first. Material hardness varies between batches. A drill size that worked perfectly on last week’s steel might need adjustment for this week’s batch.
For a complete drill bit size reference covering all metric and fractional sizes, see our drill bit size chart. Our HSS twist drill bits are available in all standard tap drill sizes from 1.60mm to 21mm, with factory-direct pricing and trial orders from 100 pieces per size.
Frequently Asked Questions
What happens if I use the wrong tap drill size?
If the drill is too small, tapping torque increases dramatically, risking tap breakage (especially in small sizes) and producing stressed, weak threads. If the drill is too large, the threads are shallow and strip easily under load. In either case, the threaded joint will have reduced pull-out strength and may fail in service.
Can I use an imperial drill bit for a metric tap?
Sometimes, if the sizes are close enough. For example, a 1/4″ drill (6.35mm) is close to the M8 tap drill of 6.80mm — but that’s too small for M8 and will create overly tight threads. A #7 drill (5.11mm) is very close to the M6 tap drill of 5.00mm and works well as a substitute. Use a conversion chart to check; don’t guess.
Why does stainless steel need special attention when tapping?
Stainless steel work-hardens as you cut it. The act of tapping makes the material harder at the thread surface. This means the tap is cutting progressively harder material as it goes deeper. Use sharp, high-quality taps, apply cutting fluid generously, and consider reducing engagement to 65% to lower torque. For production tapping in stainless, spiral-flute or spiral-point taps perform better than hand taps.
Should I use a taper tap, plug tap, or bottoming tap?
For through-holes, a plug tap (second tap) is the standard choice. It has 3–5 chamfered threads at the tip and cuts full threads quickly. For blind holes, start with a taper tap (7–10 chamfered threads) to align the tap straight, then finish with a plug or bottoming tap to reach full depth. Bottoming taps have only 1–2 chamfered threads and are used only when you need threads all the way to the bottom of a blind hole.
How deep should I drill before tapping?
The drill depth should be at least the required thread depth plus one thread pitch. For blind holes, add extra depth for chip accumulation — typically 2–3 pitches beyond the required thread depth. For example, an M8 hole needing 20mm of thread depth: drill 20mm + 8mm (1.25mm pitch × ~3) = 28–30mm deep.