Choosing the right TCT saw blade is harder than it looks. Walk into any workshop and you’ll find at least three wrong saw blades being used for the wrong job. A carpenter using a ripping blade to crosscut. A metal fabricator cutting aluminum profiles with a wood blade. A furniture maker wondering why his cuts are always slightly burnt.
These aren’t rookie mistakes. They happen because the saw blade market is confusing — hundreds of options, inconsistent labeling, and spec sheets that assume you already know what you’re looking at.
This guide helps you choose TCT saw blade specifications that actually match your application. After manufacturing TCT circular saw blades in Hangzhou for years, we’ve seen every possible application — and the damage that comes from choosing the wrong blade. Here’s how to get it right.
Start With One Question: What Are You Cutting?
Everything else follows from this. Not the machine. Not the RPM. Not the price. The material determines your blade — and within that, the quality of the finish you need determines the grade.
The four most common applications we supply for are:
- Solid wood — hardwood flooring, timber framing, furniture components
- Sheet materials — plywood, MDF, particle board, laminate
- Aluminum profiles — extrusions, door frames, window frames, curtain wall systems
- Mixed/site use — construction sites where one blade needs to handle different materials
Each of these has a different optimal tooth geometry, carbide grade, and body specification. Let’s go through them one by one.
Cutting Solid Wood
Solid wood is forgiving in one sense — the material itself doesn’t delaminate. But get the blade wrong and you’ll get tear-out, burning, or a blade that goes dull in days.
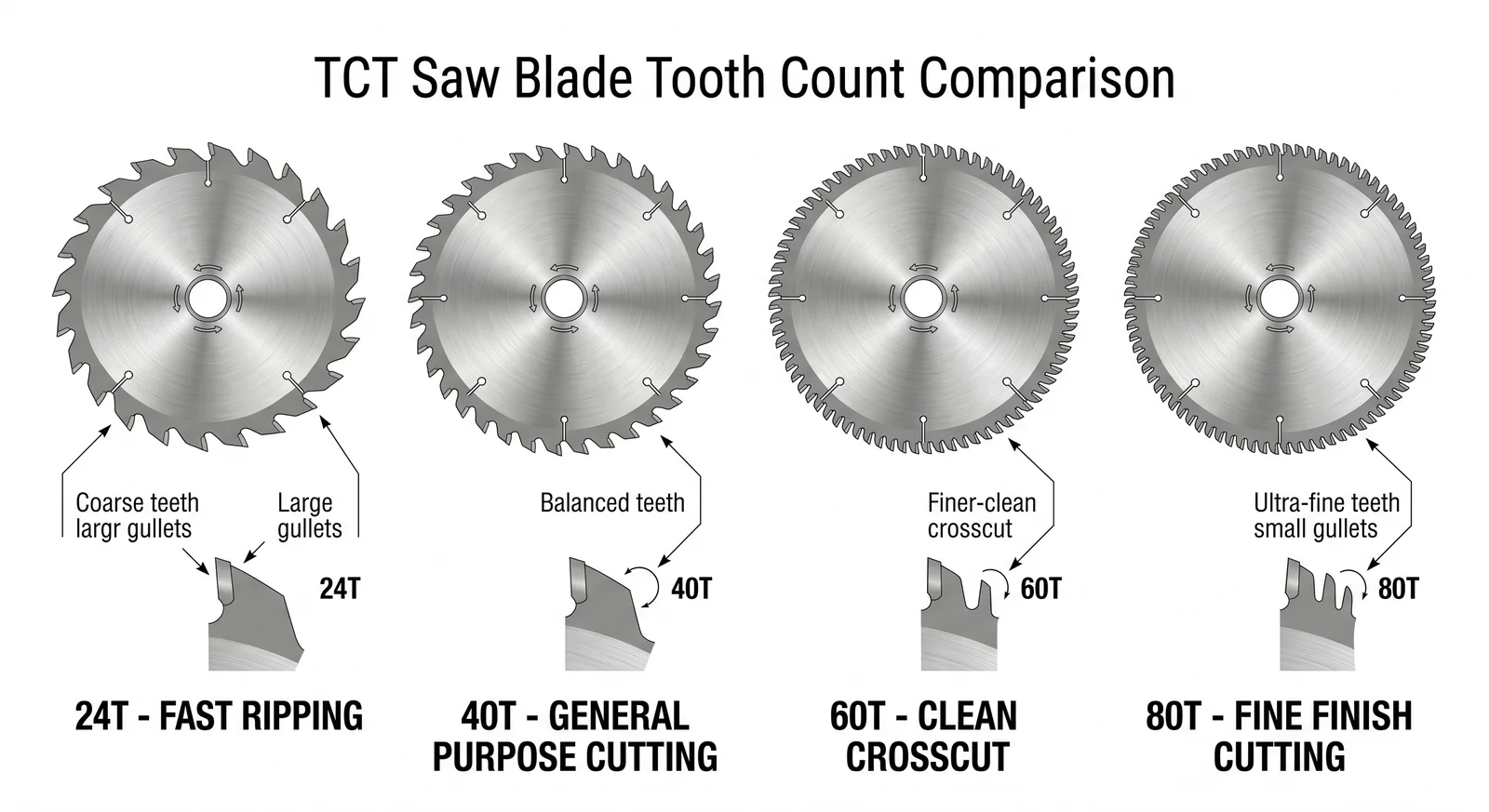
Tooth Count
Lower tooth count = faster cut, rougher finish. Higher tooth count = slower cut, cleaner finish.
- 24–40 teeth: Ripping (cutting along the grain). Fast, aggressive. Good for construction timber.
- 40–60 teeth: General purpose. Most workshops live here. Good balance of speed and finish.
- 80–120 teeth: Fine crosscutting. Furniture, joinery, anything that will be visible or painted.
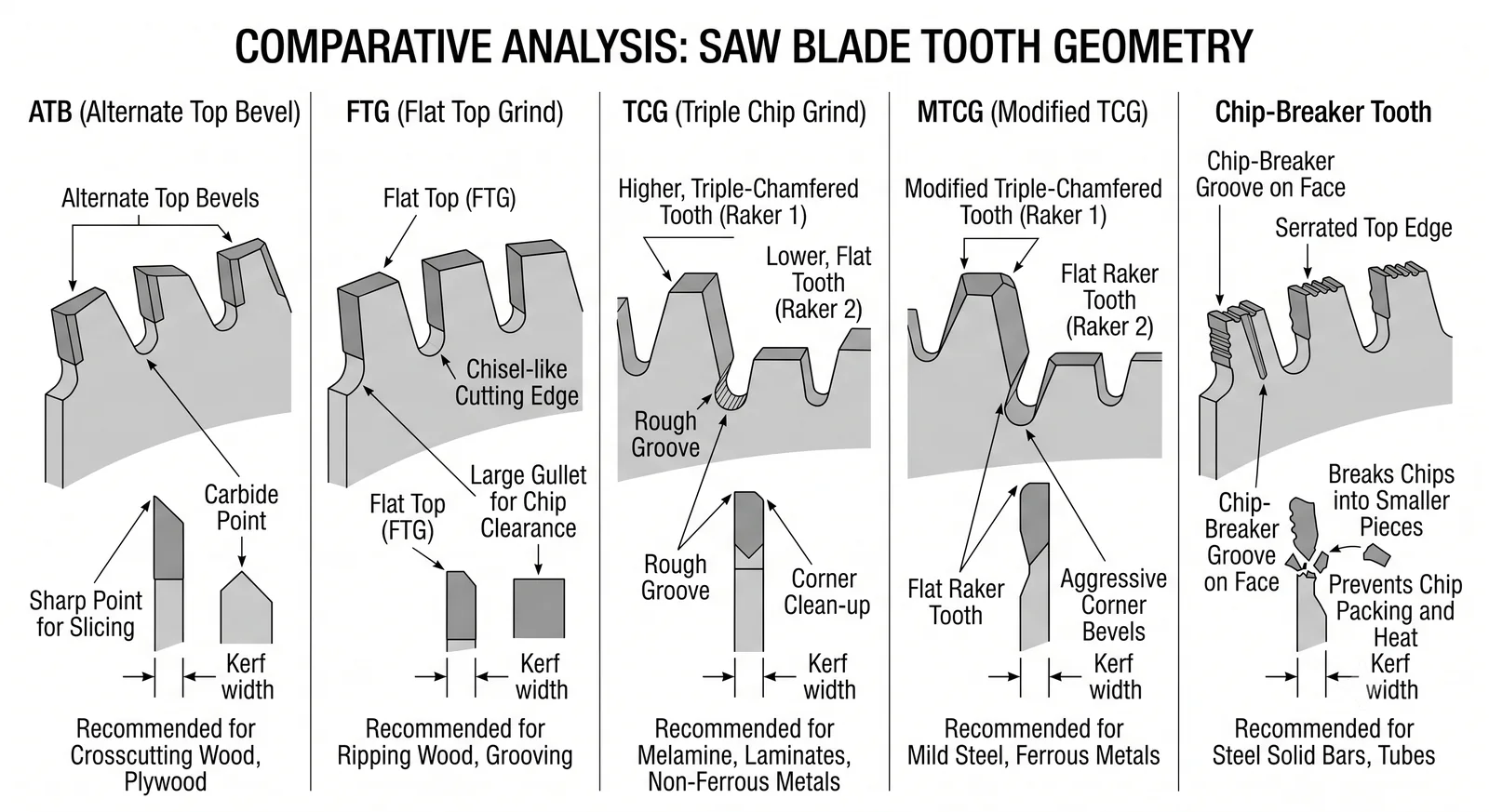
Tooth Geometry
For solid wood, the standard tooth type is ATB (Alternate Top Bevel) — each tooth alternates between a left and right lean. This creates a slicing action that reduces tear-out. Most general-purpose wood blades use ATB.
For ripping, FT (Flat Top) teeth are more aggressive and clear chips faster. You see this on ripping blades.

How we explain this to buyers: tooth geometry is not decoration. It is how the blade meets the material. A wood blade, aluminum blade and steel cutting blade may look similar from far away, but the tooth angle and tip shape are doing different jobs.
If a customer only says “I need 80 teeth,” ask what material, machine and finish he needs. Tooth count without application is only half a specification.
| Tooth style | Where it is commonly used | What to tell the buyer |
|---|---|---|
| ATB | Wood, plywood, general crosscutting | Good for slicing wood fibers and reducing tear-out. It is not the right answer for every material. |
| FT / Flat Top | Ripping wood, fast chip clearing | More aggressive. Useful when speed matters more than a polished finish. |
| TCG | Aluminum, laminate, solid surface and abrasive panels | A trapezoid tooth works with a flat tooth to break chips and protect the cutting edge. |
| MTCG / chip-breaker | Metal cutting, stainless sheet, solid bar or heavy chip load | Used when the blade needs tougher entry, controlled chips and better edge support. |
| Negative rake | Aluminum cutting, miter saws, controlled entry | Helps the blade enter the material less aggressively. It is a safety and finish issue, not just a spec-sheet word. |
What Steel Grade to Ask For
For blades up to 350mm used in general woodworking, 50# carbon steel body with YG8 (K40) carbide tips handles the job. If you’re running a high-production furniture line and need the blade to last longer between sharpenings, step up to 75Cr1 steel body with YG6A (K30) tips. The difference in blade life is significant — and sharpening downtime costs more than the price difference.
A note from our production floor: We see a lot of blades come back for regrinding that were run too fast for the tooth count. If your blade is burning the wood, the instinct is to replace it — but often the issue is feed rate. A 60T blade on a 300mm diameter running at 4,000 RPM needs a proportional feed speed. Going too slow generates friction and heat just as much as going too fast.
Cutting Sheet Materials (Plywood, MDF, Laminate)
Sheet materials are harder on blades than solid wood. The glues in plywood and MDF are abrasive. Laminates and melamine can chip badly if the tooth geometry isn’t right.
The Chip Problem
When cutting laminated panels, the top and bottom face both need clean edges. A standard ATB blade will chip the bottom face as teeth exit the cut. Two solutions:
- High tooth count + TCG geometry: TCG (Triple Chip Grind) alternates between a flat-top tooth and a trapezoid tooth. The trapezoid clears the groove, the flat-top finishes the edges. This significantly reduces bottom-face chipping.
- Scoring blade setup: On panel saws, a small scoring blade runs ahead of the main blade to pre-cut the bottom face. If your machine supports this, it’s the gold standard for laminate cutting.
Carbide Grade for MDF
MDF is particularly hard on tips. The resin binders wear down carbide faster than most materials. We recommend K20 grade (YG6X) or harder for MDF production work. K40 tips will work, but you’ll be resharpening more often. For high-volume panel shops, the extra cost of K10 (JC05AC) tips pays back in uptime.
A real-world note: some buyers send a blade size first, then the material later. That is normal. But before production, the blade must match the application. For steel cutting, for example, tube and solid bar are not the same job. If your inquiry is for metal cutting, also see our tube vs solid bar guide and quotation checklist.
Cutting Aluminum
This is where people make the most expensive mistakes. Aluminum looks easy to cut — and with the right blade, it is. With the wrong blade, it’s dangerous.
Why You Can’t Use a Wood Blade on Aluminum
It’s tempting — the blade will cut aluminum, at least for a while. But wood blades have positive rake angles (teeth leaning into the cut) that cause the blade to grab aggressively in metal. This can snatch the workpiece, cause kickback, or break teeth. We’ve had buyers come to us after injuries from exactly this.
Aluminum-Specific Blade Design
Aluminum cutting blades differ from wood blades in three key ways:
- Negative or zero rake angle: Teeth lean slightly away from the cut direction. This reduces grab and produces a controlled chip rather than aggressive bite.
- Higher tooth count: Typically 80T–120T for profiles up to 100mm wide. More teeth means each tooth takes a smaller bite — important for the thin walls of aluminum extrusions.
- Larger gullet depth: Aluminum chips are long and stringy. Deeper gullets prevent chip packing, which causes heat buildup and can weld chips to the blade.
Carbide Grade for Aluminum
Aluminum itself isn’t hard — the challenge is adhesion. Aluminum tends to stick to carbide tips, especially at higher cutting speeds. K30 (YG6A) grade provides a good balance of hardness and toughness. For high-speed cutting of hard aluminum alloys (6061, 7075), K20 (YG6X) is preferable.
Some specialized aluminum blades use PVD coatings (typically TiN or TiAlN) to reduce adhesion and improve chip evacuation. We offer this on our professional-grade aluminum series — ask about it if you’re cutting alloys regularly.
Understanding Blade Diameter and Bore Size
This seems obvious, but gets overlooked more often than it should.
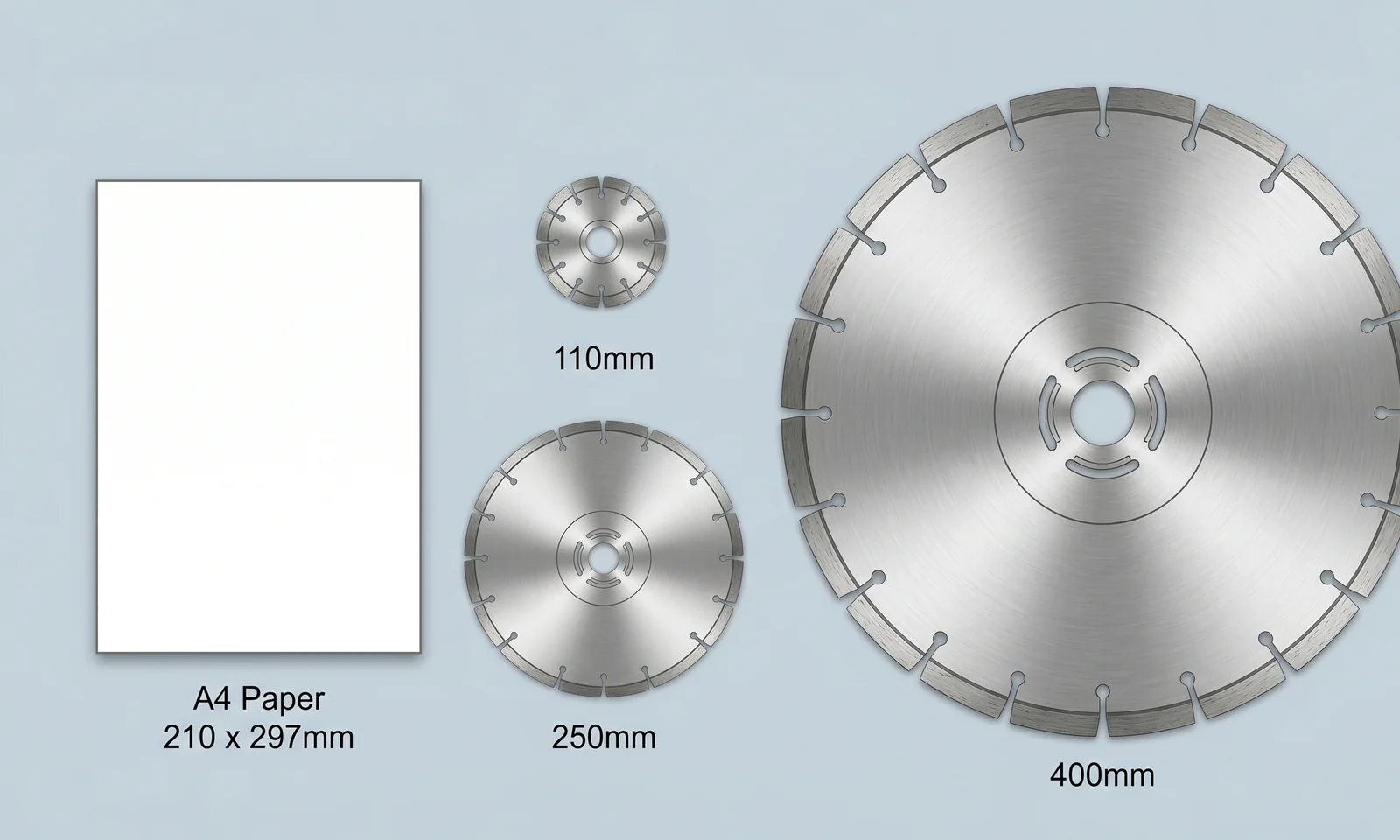
| Blade Diameter | Standard Bore | Typical Application | Max Cutting Depth |
|---|---|---|---|
| 110mm (4-3/8″) | Φ20mm | Cordless circular saws, tile saws | ~35mm |
| 160mm (6-1/4″) | Φ20 / Φ25.4 | Cordless and light-duty circular saws | ~55mm |
| 185mm (7-1/4″) | Φ25.4mm | Standard construction circular saws | ~65mm |
| 235mm (9-1/4″) | Φ25.4mm | Worm drive saws, table saws | ~85mm |
| 250mm (10″) | Φ30mm / Φ25.4 | Table saws, miter saws — most common | ~90mm |
| 300mm (12″) | Φ30mm | Sliding miter saws, panel saws | ~110mm |
| 350mm (14″) | Φ30mm / Φ25.4 | Industrial table saws, cold saws | ~130mm |
| 400mm+ | Φ30mm / Φ32 | Industrial panel saws, beam saws | ~160mm+ |
One thing that causes confusion: the 185mm (7-1/4″) blade is called a “7-inch blade” in North America and parts of Southeast Asia, but the actual diameter is 184–185mm. Same with the 250mm / 10-inch — the actual diameter is usually 250–254mm. When ordering, always specify the actual millimeter diameter, not the inch label.
The Grade System — What Buyers Often Don’t Ask About
Most buyers ask about diameter, tooth count, and price. Few ask about grade — and that’s where the real quality differences hide.
At our factory, we produce five distinct grades:
| Grade | Steel | Carbide | Plate Runout | Best For |
|---|---|---|---|---|
| Economy (P) | 50# carbon | YG8 (K40) | ≤0.15mm | Price-sensitive markets, high-volume low-cost |
| Standard (B) | 50#/75Cr1 | YG6A (K30) | ≤0.12mm | General contractor use, hardware stores |
| Premium (J) | 75Cr1 | YG6A (K30) | ≤0.08mm | Export markets, branded resellers |
| Professional (G) | 75Cr1 | YG6X (K20) | ≤0.06mm | Production woodworking, furniture factories |
| Renovation (C) | 75Cr1 | JC05AC (K10) | ≤0.06mm | Laminate flooring, high-gloss panels, MDF |
The plate runout spec matters more than most buyers realize. A blade with ≤0.15mm runout will vibrate noticeably at high RPM and produce a slightly wavy cut. For furniture work, you want ≤0.06mm — the difference is visible in the final product.
A Practical Selection Guide
Here’s a simplified decision tree:
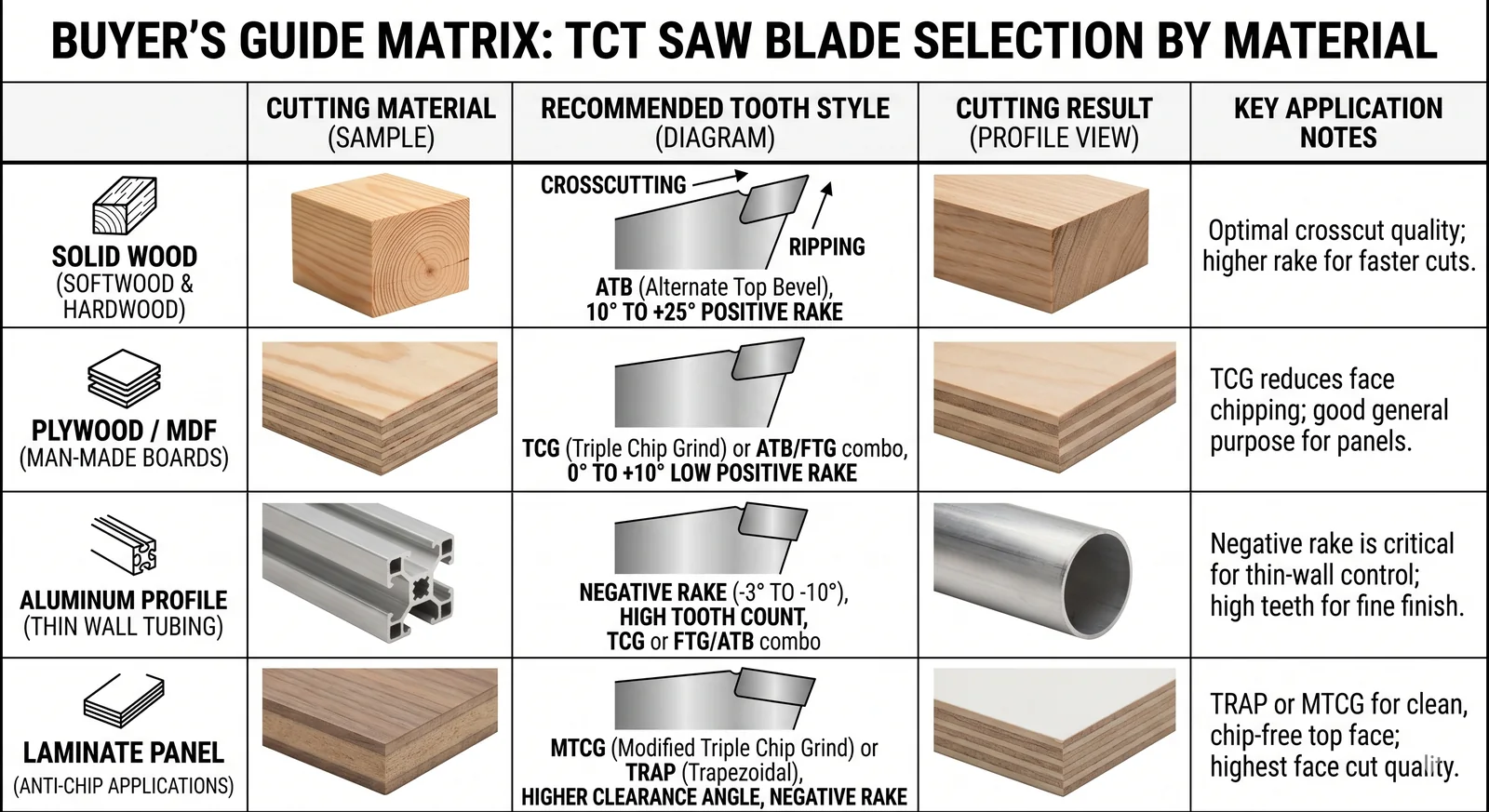
Q1: What’s your primary material?
- Softwood/construction timber → 40–60T, ATB, K40 carbide, Economy or Standard grade
- Hardwood/furniture → 60–80T, ATB, K30 carbide, Standard or Premium grade
- Plywood/MDF → 80–100T, TCG or ATB+R, K30–K20 carbide, Premium grade
- Laminate/melamine → 100–120T, TCG, K10 carbide, Renovation grade
- Aluminum extrusions → 80–120T, negative rake, K30 carbide, aluminum-specific series
Q2: What’s your production volume?
- Occasional/jobsite use → Economy or Standard grade is fine. Replace or resharpen every 3–6 months.
- Daily production → Premium or Professional grade. Lower total cost of ownership when you factor in resharpening frequency.
Q3: Is cut quality critical?
- Structural cuts, hidden faces → Standard grade and up
- Visible faces, furniture fronts → Professional or Renovation grade
- High-gloss, pre-finished surfaces → Renovation grade only
Signs You Have the Wrong Blade
These are the most common warning signs we hear from buyers who come to us after a bad experience with another supplier:
- Burning at the cut line: Usually means wrong tooth count for your feed speed, or a dull blade. Can also mean the carbide grade is too soft for the material.
- Chipping on the bottom face: Tooth geometry wrong for the material (ATB on laminate), or feed speed too high.
- Blade runs hot: Gullets too small for the material (common with MDF and aluminum), or wrong rake angle.
- Blade goes dull quickly: Carbide grade too soft for the material hardness or abrasiveness. MDF and particleboard are the worst offenders here.
- Vibration at speed: Plate runout too high. Check the flatness spec — or simply put the blade on a flat surface and look for wobble.
- Kickback: Positive rake angle on aluminum, or a blade that’s too aggressive for the feed rate. Take this seriously — it’s a safety issue, not just a quality issue.
Ask for evidence, not arguments. If a customer reports burning, vibration, chipping or short blade life, ask for three photos: tooth close-up, cut surface, and machine/blade mounting area. That is usually enough to decide the next question.
How to Order from Us
When you contact us, do not worry if you do not know every technical term. Send what you have. Clear photos are often better than guessed numbers.
- Material: wood species, plywood/MDF, laminate, aluminum profile, plastic, or another material.
- Material shape and thickness: board thickness, profile wall thickness, bar size, or whether the material is bundled.
- Machine: table saw, panel saw, miter saw, circular saw, CNC machine, or cold saw. A machine photo is useful.
- Current blade marking: OD x kerf x plate thickness x bore x teeth if available. A clear photo of the blade marking is enough.
- Bore and pin holes: bore size, pin-hole quantity, pin-hole diameter and PCD if the blade has special mounting holes.
- Cutting result: fast cutting, clean finish, low burr, long life, less noise, or fewer complaints from your customer.
- Current problem: burning, chipping, vibration, short life, rough cut, material sticking, or unstable cutting.
- Quantity: sample quantity and expected regular quantity. Sample price and production price may be different.
We will come back with a practical grade recommendation, a sample price, and lead time. If the application is not clear enough, we will ask for photos instead of guessing.
Not Sure Which Blade You Need?
Send us your application details and we’ll recommend the right specification — at no charge, no obligation.
Frequently Asked Questions
Can I use the same blade for wood and aluminum?
No — and we’d strongly advise against trying. Wood blades have positive rake angles that cause dangerous grabbing in aluminum. Aluminum blades use negative rake geometry that’s inefficient on wood. The right blade for each material is a safety issue, not just a performance preference. We carry both product lines — ask about combination orders.
How many cuts should I expect before resharpening?
It varies significantly by material and grade. A Standard-grade 60T blade on softwood might last 800–1,200 linear meters before needing resharpening. The same blade on MDF might need resharpening after 300 meters. A Professional-grade blade with K20 carbide on hardwood can go 1,500–2,000 meters. These are general estimates — actual performance depends on feed speed, machine condition, and workpiece consistency.
Is a higher tooth count always better?
No. Higher tooth count means cleaner cuts but slower material removal and more friction. For ripping operations where you need to remove material quickly, 24–40 teeth is the right choice. For fine crosscutting on finished surfaces, 80–120 teeth. Using a 100T blade for rough ripping will result in burning and premature dulling. Match the tooth count to the operation, not just the material.
What does “negative rake” mean on aluminum blades?
Rake angle describes how the tooth face is angled relative to the blade’s rotation. Positive rake means the tooth leans forward (into the cut), which is aggressive and fast. Negative rake means the tooth leans backward, creating a scraping rather than slicing action. For aluminum and non-ferrous metals, negative rake prevents the blade from grabbing and self-feeding through the workpiece — which is what causes dangerous kickback.
What’s the difference between K40, K30, and K20 carbide?
These are ISO classifications for tungsten carbide grades. K40 (common brand: YG8) has higher cobalt content — tougher but softer. Good for general wood cutting where impact resistance matters. K30 (YG6A) is harder with better wear resistance — the sweet spot for most production woodworking. K20 (YG6X) is harder still — used for abrasive materials like MDF, particle board, and aluminum. K10 (JC05AC) is the hardest grade we use — specifically for laminate and high-gloss surfaces where edge retention is critical.
Choosing by application first?
This companion guide explains how buyers can start from material and machine type before selecting the final TCT saw blade size. Read the guide.