The number of teeth on a circular saw blade is the single most important factor determining cut quality, speed, and blade life. Yet it’s also one of the most misunderstood. We’ve had customers order 100T blades for rough construction ripping and 24T blades for laminate panels — both choices guaranteed to produce poor results.
This guide explains how tooth count affects performance, when to use each common configuration, and how tooth geometry (ATB, FTG, TCG) interacts with tooth count to produce the right cut for your material.
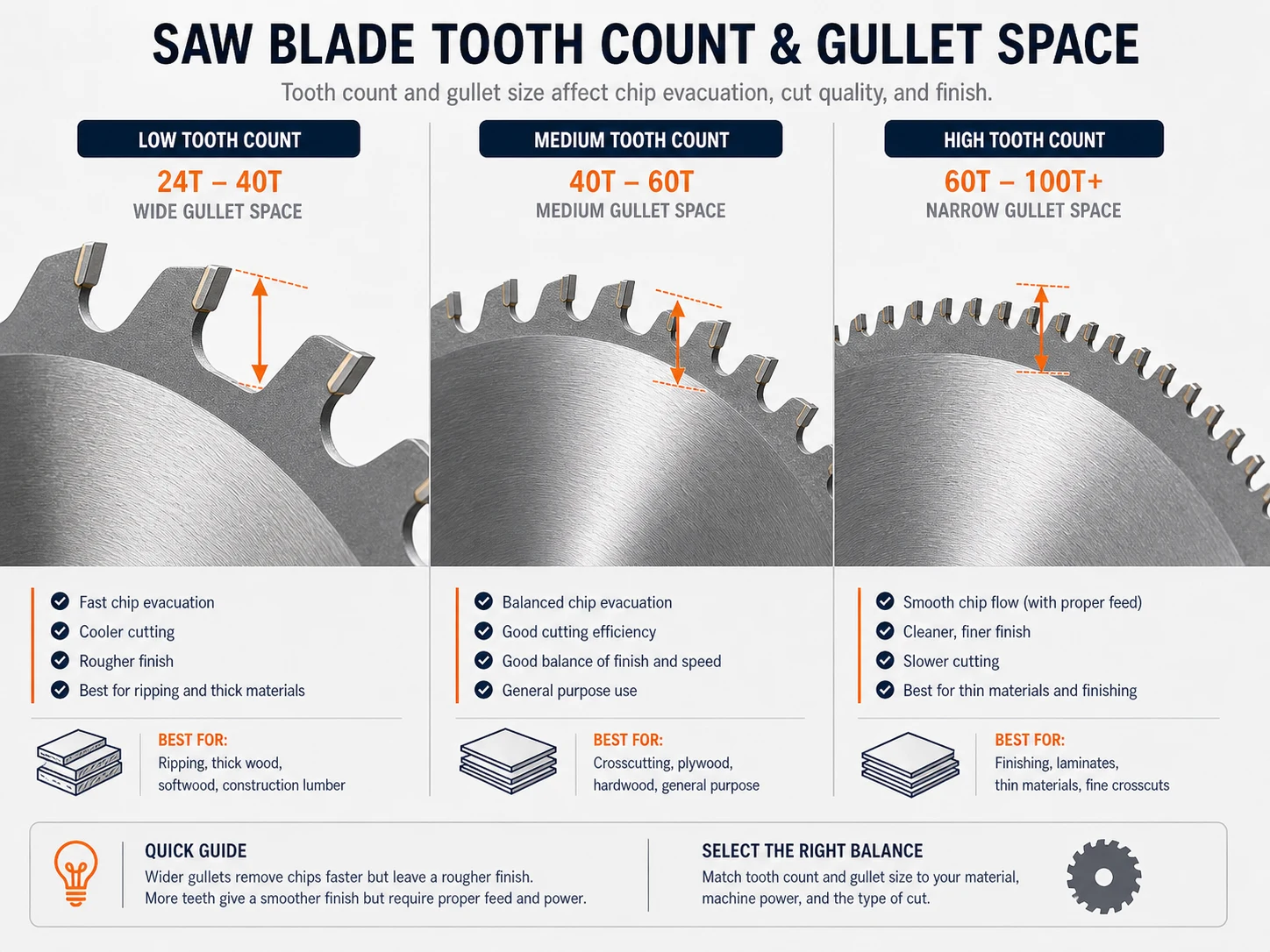
How Tooth Count Affects Cutting Performance
The basic relationship is simple: more teeth = cleaner cuts, but slower material removal and more heat. Fewer teeth = faster cuts, rougher finish, less heat per tooth.
Here’s the physics behind it:
- Feed per tooth: With a given feed speed, each tooth on a 24T blade takes a much larger bite than each tooth on an 80T blade. Larger bites remove material faster but leave rougher surfaces.
- Chip load: Related to feed per tooth. When chip load is too high (few teeth, fast feed), the blade struggles to clear chips, causing heat buildup and burning. When chip load is too low (many teeth, slow feed), the teeth rub rather than cut, generating friction heat and premature dulling.
- Exit quality: More teeth mean smaller, more frequent cuts at the exit edge. This dramatically reduces tear-out and splintering on the bottom face of the workpiece.
- Motor load: More teeth in the cut at once means higher resistance. A 100T blade draws more amps than a 40T blade at the same feed speed. On underpowered machines, this causes stalling and burning.
24T vs 40T vs 60T vs 80T vs 100T+: A Practical Comparison
| Tooth Count | Cut Speed | Finish Quality | Best Material | Typical Machine |
|---|---|---|---|---|
| 24T | Very Fast | Rough | Construction timber, rough ripping | Circular saw, table saw |
| 40T | Fast | Moderate | Softwood, general carpentry | Circular saw, miter saw |
| 60T | Medium | Good | Hardwood, plywood, general use | Table saw, miter saw |
| 80T | Slow-Medium | Very Good | Hardwood, MDF, laminate | Table saw, sliding miter |
| 100T+ | Slow | Excellent | Laminate, melamine, veneer | Panel saw, precision saw |
24T Blades: The Ripping Specialist
24-tooth blades are designed for one thing: removing material fast. The large gullets between teeth provide massive chip clearance, and each tooth takes a deep bite. In construction timber and softwood ripping, a 24T blade can cut at feed speeds 2–3× faster than a 60T blade.
The trade-off is visible. Exit-side tear-out is significant. The cut surface shows distinct tool marks. For framing, decking, and rough carpentry where the cut will be hidden, this doesn’t matter. For furniture or visible work, it does.
Factory recommendation: Stock 24T blades in 185mm and 235mm diameters for construction-sector customers. Don’t recommend them for finish work.
40T Blades: The General-Purpose Workhorse
40 teeth hits a sweet spot for many applications. It’s fast enough for ripping but produces a finish acceptable for general carpentry. In a 250mm diameter blade, 40T is the default “combination” configuration.
At our factory, 40T blades in 250mm and 300mm are consistently our highest-volume wood-cutting products. They serve the broadest customer base — from contractors to small furniture shops.
60T Blades: The Hardwood and Crosscut Standard
60 teeth is where you start getting genuinely clean cuts. In hardwood, a 60T blade produces edges that need minimal sanding. In plywood, it controls tear-out on both faces reasonably well.
This is the tooth count we typically recommend for furniture manufacturers cutting solid wood components. It’s also our recommendation for miter saw crosscutting — the higher tooth count compensates for the sliding action that can cause splintering.
80T Blades: The Precision Range
80 teeth is where cut quality becomes genuinely good. For hardwood furniture, trim work, and MDF cutting, 80T produces edges that are nearly ready for finishing. In plywood, bottom-face tear-out is minimal.
The downside: feed speed must be controlled. Pushing an 80T blade too fast causes burning because each tooth is taking a very small bite, and the friction heat builds up faster than the chips can carry it away.
100T+ Blades: The Finish Specialists
100 teeth and above are for situations where the cut edge is the finished edge. Laminate panels, melamine-faced board, high-gloss surfaces, and veneered furniture all demand 100T+ with TCG geometry.
At this tooth count, feed speed becomes critical. These blades need slow, steady feeds. On panel saws, the feed rate might be half what you’d use with a 60T blade. The reward is edges that need no cleanup — critical in high-volume furniture production where every minute of sanding costs money.
Matching Tooth Count to Application
Rough Cutting and Construction
For ripping construction lumber, cutting framing timber, and site work where speed matters more than finish: 24–40T. Use FT (Flat Top) or ATB geometry. YG8 (K40) carbide is sufficient.
General Woodworking and Carpentry
For mixed use — some ripping, some crosscutting, some plywood: 40–60T with ATB geometry. This is the most versatile range. YG6A (K30) carbide extends blade life in hardwoods.
Furniture and Cabinet Production
For visible cuts on hardwood, plywood cabinets, and furniture components: 60–80T with ATB geometry. Professional-grade steel (75Cr1) and tight runout (≤0.08mm) are important here because vibration shows up in the cut quality.
Laminate, Melamine, and High-Gloss Panels
For panels where the cut edge cannot chip: 80–120T with TCG (Triple Chip Grind) geometry. The TCG tooth pattern shears the top and bottom faces cleanly. K10 (JC05AC) carbide handles the abrasive nature of laminate and MDF binders.
Aluminum Profiles
For cutting aluminum extrusions: 80–120T with TCG geometry and negative or zero hook angle. More teeth produce smaller chips, which is critical for thin-walled aluminum profiles. YG6A (K30) or YG6X (K20) carbide resists aluminum adhesion.
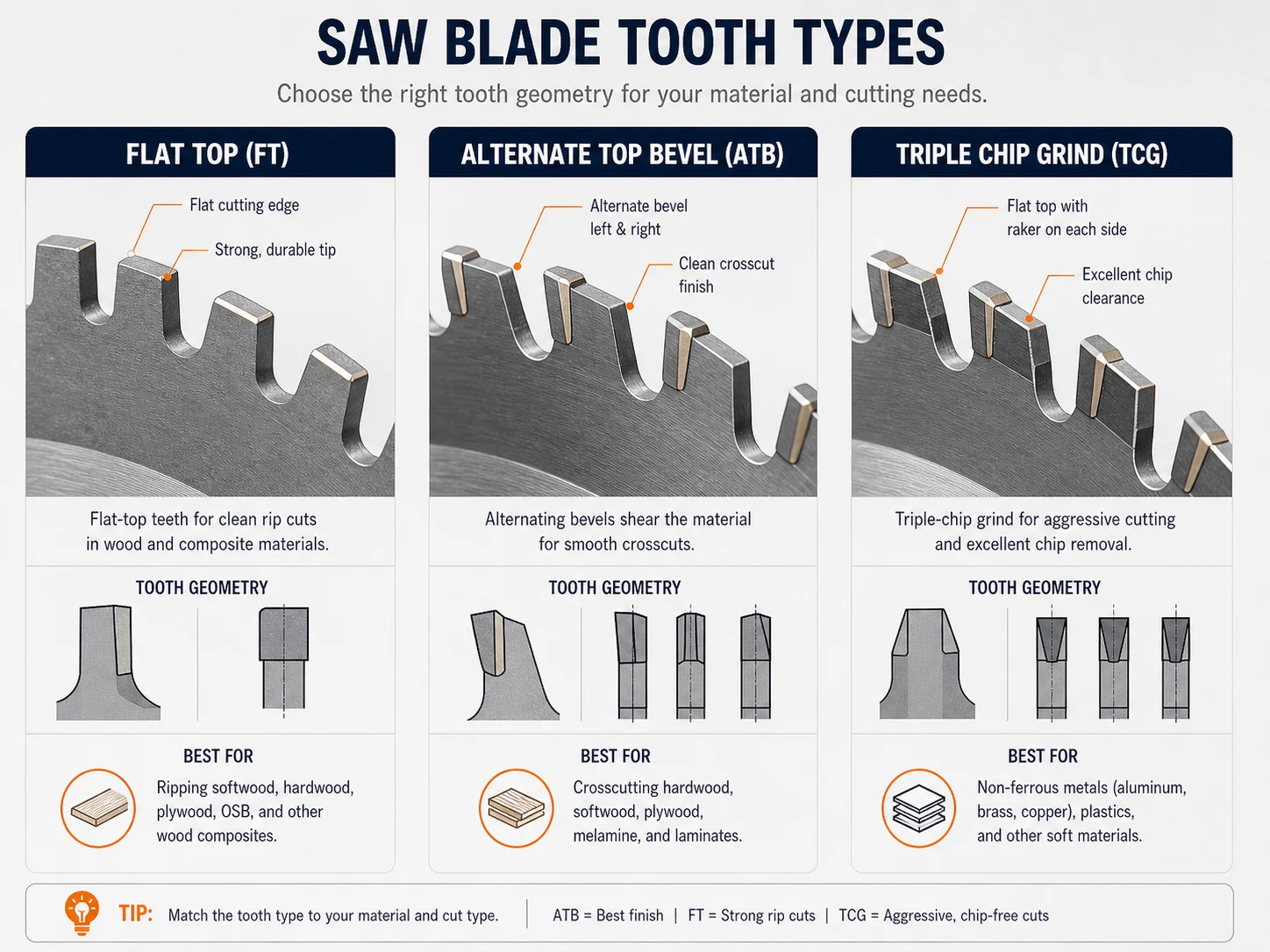
Tooth Geometry: ATB, FTG, and TCG
Tooth count isn’t the whole story. The shape of the teeth matters just as much:
| Geometry | Description | Best For | Typical Tooth Count |
|---|---|---|---|
| ATB (Alternate Top Bevel) | Teeth alternate left/right bevel angles | Solid wood, general purpose | 40–80T |
| FTG (Flat Top Grind) | All teeth have flat top, square corners | Ripping, grooving, dado cuts | 24–40T |
| TCG (Triple Chip Grind) | Alternates trapezoid and flat-top teeth | MDF, laminate, aluminum, abrasive materials | 60–120T |
| ATB+R (ATB with raker) | ATB pattern with periodic flat raker tooth | General purpose, mixed materials | 40–60T |
ATB in Detail
ATB creates a slicing action — each tooth shears the material at an angle. This reduces tear-out in wood and produces clean crosscuts. It’s the standard geometry for wood-cutting blades and works well from 40T to 100T. For most buyers, ATB is the right default.
FTG in Detail
FTG teeth have flat tops with square corners. They don’t slice — they chop. This is efficient for removing large volumes of material quickly, which is why FTG dominates ripping blades. FTG is also used for grooving and dado blades where a flat-bottomed cut is required.
TCG in Detail
TCG alternates between a trapezoidal “roughing” tooth and a flat “finishing” tooth. The trapezoid clears the groove and the flat tooth shears the edges clean. This geometry is superior for:
- Laminate and melamine — the flat tooth prevents bottom-face chipping
- MDF and particle board — handles abrasive binders better than ATB
- Aluminum — the controlled cutting action reduces grab and produces clean edges
Factory Customer Case Study
A furniture manufacturer in Vietnam came to us with a quality problem: their 300mm panel saw was producing chipped edges on laminated particle board, resulting in a 4% scrap rate. They were using 60T ATB blades.
We recommended three changes:
- Switch from 60T to 96T
- Switch from ATB to TCG geometry
- Upgrade from Standard grade (50# steel, YG6A) to Renovation grade (75Cr1 steel, JC05AC)
The result: scrap rate dropped to under 0.5%. The blade cost increased by roughly 40%, but the savings in material waste and rework more than covered the difference within the first month.
This is why we always ask buyers about their actual application before recommending a specification. The “same size” blade with different tooth count and geometry is a completely different product.
View our TCT saw blade product range or browse the complete product catalog for specifications across all tooth counts and geometries.
Need Help Choosing the Right Tooth Count?
Tell us your material and machine. We’ll recommend the exact tooth count, geometry, and grade for your application.
Frequently Asked Questions
How many teeth do I need for cutting plywood?
For plywood, use 60–80 teeth with ATB geometry. Plywood has alternating grain directions, and higher tooth counts reduce tear-out on both faces. If you’re cutting Baltic birch or high-grade plywood where edge quality matters, go to 80T. For construction-grade plywood where speed matters more, 60T is sufficient.
Can I use a high-tooth-count blade for ripping?
You can, but it’s inefficient. A 100T blade used for ripping solid wood will cut slowly, generate excessive heat, and dull prematurely because each tooth is taking too small a bite. The gullets are also smaller on high-tooth-count blades, so chip evacuation suffers. Use 24–40T for ripping and save the 80–100T blades for crosscutting and sheet materials.
What’s the best tooth count for a table saw?
It depends on what you’re cutting. For a general-purpose table saw blade, 40–60T ATB is the most versatile. If you primarily rip solid wood, keep a 24T or 30T blade on hand. If you cut a lot of sheet materials, an 80T TCG blade is worth having. Many professional shops keep multiple blades and swap them based on the task.
Does tooth count affect blade life?
Indirectly, yes. Using too few teeth for a material causes each tooth to work harder, accelerating wear. Using too many teeth causes rubbing and heat buildup, which also accelerates wear. The right tooth count distributes the workload evenly across all teeth and maintains proper chip load — both of which extend blade life. The carbide grade and material hardness have a larger direct impact on blade life than tooth count alone.
Why does my blade burn the wood even though it’s sharp?
Burning is almost always caused by incorrect feed speed or tooth count mismatch. If you’re using a high-tooth-count blade (80T+) and feeding too slowly, the teeth rub instead of cut, generating friction heat. If you’re using a low-tooth-count blade (24–40T) in dense hardwood and feeding too fast, the motor bogs down and the blade overheats. Match the tooth count to the material, then adjust feed speed until the cut feels smooth and produces clean chips without smoke.
Tooth count is only one part of blade selection
See the full selection guide for how teeth, kerf, bore, material and machine type work together. Read the guide.