The material a drill bit is made from determines almost everything about its performance — how fast it cuts, how long it lasts, what materials it can handle, and whether it survives the heat of a tough job. Yet many buyers select drill bits by price alone, without understanding what they’re actually getting.
Our factory in Hangzhou produces drill bits in every major material category — carbon steel, HSS, cobalt HSS, and solid carbide — across hundreds of specifications. We export to markets where the right material choice makes the difference between a repeat order and a returned shipment. This guide explains each drill bit material in depth, with honest assessments of where each one excels and where it falls short.
Carbon Steel Drill Bits
Carbon steel bits are the entry-level option. They’re made from plain high-carbon steel (typically C45 or equivalent) with no alloying elements for heat resistance.
What You Get
- Hardness: HRC 54–58 after heat treatment
- Cost: Very low — typically 30–50% of the price of an HSS bit
- Sharpening: Easy to resharpen by hand or on a bench grinder
What You Don’t Get
- Heat resistance: Carbon steel loses hardness above 200°C. In practice, this means the bit goes dull after just a few holes in steel.
- Wear resistance: Poor. The cutting edge deforms under load rather than maintaining its shape.
- Material range: Softwood, plastic, and thin aluminum sheet only. Not suitable for steel, hardwood, or any production drilling.
Our honest assessment: Carbon steel bits have a place in DIY sets and emergency kits, but we don’t recommend them for any professional or commercial application. The false economy is significant — a carbon steel bit that costs half the price of HSS but lasts one-tenth as long is a bad deal.
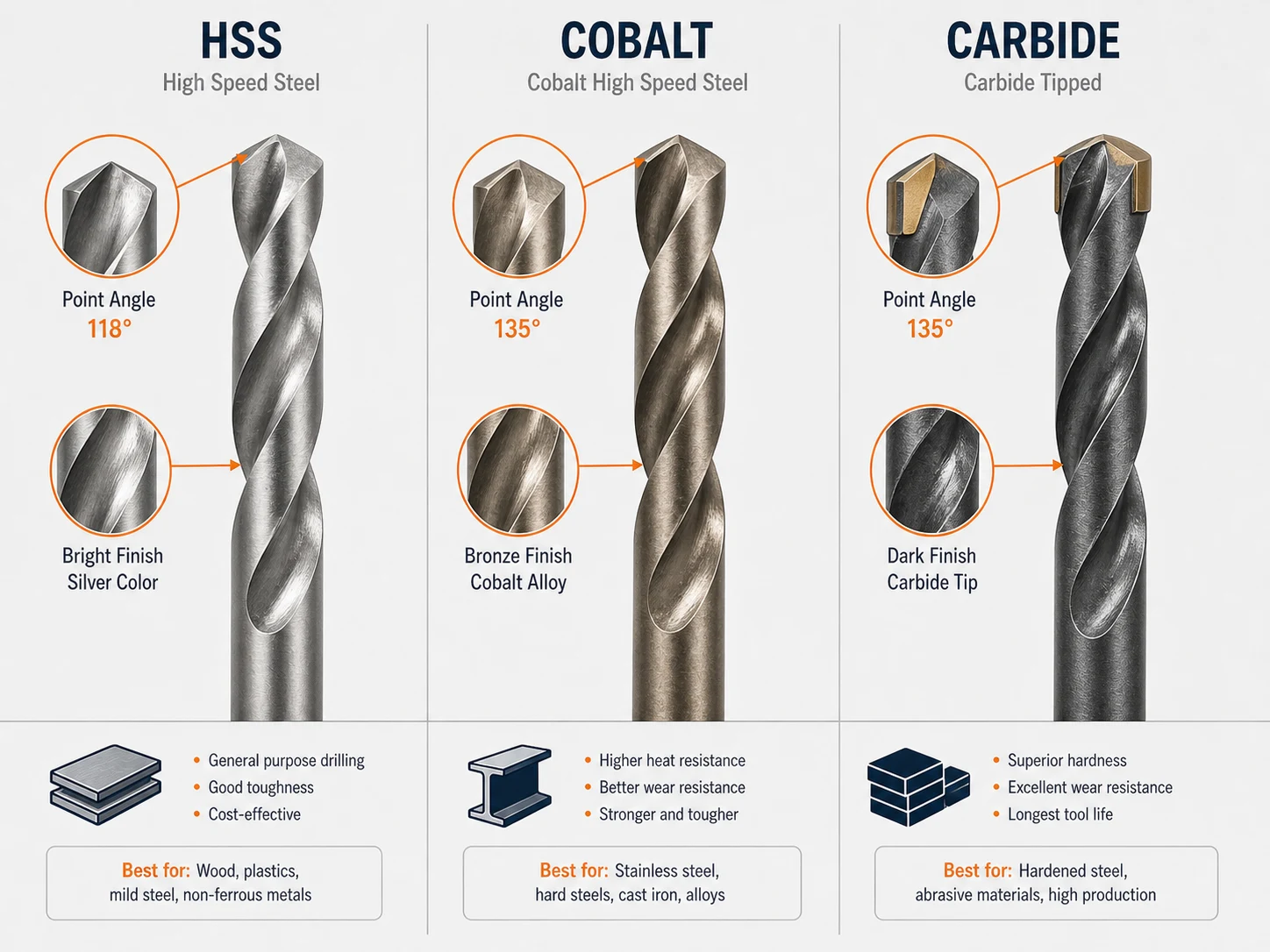
HSS (High-Speed Steel) — The Workhorse
HSS is the most common drill bit material worldwide, and for good reason. The alloying elements — primarily tungsten, molybdenum, chromium, and vanadium — give HSS the ability to maintain cutting hardness at elevated temperatures.
M2 HSS (Standard)
M2 is the baseline HSS grade, containing approximately 6% tungsten, 5% molybdenum, 4% chromium, and 2% vanadium.
- Working hardness: HRC 63–65
- Red hardness: Maintains hardness up to approximately 550°C
- Best for: Mild steel, cast iron, brass, aluminum, wood, plastic — essentially any material up to medium hardness
- Speed advantage over carbon steel: 2–3× faster cutting, 5–10× longer life
M2 HSS is what we recommend as the default for general-purpose HSS twist drill bits. It handles 80% of drilling tasks in construction, maintenance, and light fabrication.
M1 HSS (Economy)
M1 is a lower-cost variant with reduced tungsten content. It’s approximately 10–15% less expensive than M2 but offers correspondingly lower performance.
- Working hardness: HRC 61–63
- Red hardness: Approximately 480°C
- Best for: Wood, plastic, soft metals — similar to M2 but with shorter life in steel
Some budget bit sets use M1 without disclosing it. If a deal on “HSS” bits seems too good, it might be M1. We use M2 as our HSS standard and only produce M1 on specific customer request.
HSS-E Cobalt (M35 and M42)
When the job involves harder materials or higher temperatures, cobalt-alloyed HSS is the next step up. Cobalt doesn’t make the bit harder at room temperature — it improves red hardness, the ability to maintain hardness when the cutting edge gets hot.
M35 HSS-E (5% Cobalt)
- Working hardness: HRC 65–67
- Red hardness: Up to approximately 650°C
- Best for: Stainless steel, tool steel, cast iron, hardened alloys
- Price vs. M2: Approximately 1.5–2× the cost, but 3–5× the life in stainless steel
M35 is the sweet spot for most buyers working with stainless steel. The 5% cobalt provides meaningful heat resistance without the brittleness of higher cobalt grades. See our HSS vs cobalt drill bits comparison for detailed performance data.
M42 HSS-E (8% Cobalt)
- Working hardness: HRC 67–69
- Red hardness: Up to approximately 700°C
- Best for: Hardened steel (up to HRC 40), tough alloys, high-production stainless steel drilling
- Price vs. M2: Approximately 2.5–3.5× the cost
M42 is the most heat-resistant HSS grade available. It’s the right choice when you’re drilling stainless steel in production quantities and M35 doesn’t last long enough. The trade-off is increased brittleness — M42 bits chip more easily under impact or vibration than M35.
Factory insight: In our export business to South Asia, M35 cobalt bits outsell M42 by roughly 4:1. Most buyers find that M35 provides enough performance for stainless steel work at a more manageable price point. M42 is primarily purchased by industrial buyers running CNC drilling centers where maximum tool life between changes is critical.
Solid Carbide Drill Bits
Solid carbide bits are made entirely from tungsten carbide — the same material used for the tips of TCT saw blades and indexable inserts. This gives them exceptional hardness and wear resistance, but also significant brittleness.
Properties
- Hardness: HRA 90–92 (equivalent to HRC 75+)
- Heat resistance: Maintains hardness up to 1,000°C
- Wear resistance: 10–20× better than HSS, 5–8× better than cobalt HSS
- Speed capability: 3–5× the cutting speed of HSS
- Brittleness: Will chip or shatter under impact, vibration, or side loading
When Solid Carbide Wins
- High-volume CNC drilling of stainless steel, cast iron, or hardened alloys
- Printed circuit board (PCB) manufacturing — micro-drilling in fiberglass composite
- Aerospace alloys (titanium, Inconel) that destroy HSS bits
- Deep-hole drilling where bit deflection must be minimized
When Solid Carbide Loses
- Handheld drilling — the vibration and side loading will chip the bit
- Interrupted cuts (cross-drilling holes, keyways) — the impact fractures carbide
- Low-volume work — the 5–10× price premium isn’t justified for occasional use
For detailed carbide vs HSS comparisons, see our carbide vs HSS drill bits guide. And for our full carbide bit range, visit the carbide drill bits page.
Surface Coatings: TiN, TiAlN, and More
Coatings enhance the surface properties of drill bits without changing the base material. They don’t make a bit “better” — they make it better for specific conditions:
| Coating | Color | Hardness (HV) | Max Service Temp | Best Application |
|---|---|---|---|---|
| TiN (Titanium Nitride) | Gold | 2,300 | ~600°C | General-purpose, mild steel, aluminum |
| TiCN (Titanium Carbo-Nitride) | Blue-gray | 3,000 | ~450°C | Medium-hardness steels, cast iron |
| TiAlN (Titanium Aluminum Nitride) | Purple/dark | 3,300 | ~900°C | Stainless steel, high-temp alloys, dry cutting |
| AlCrN (Aluminum Chromium Nitride) | Gray | 3,200 | ~1,100°C | High-speed CNC, aerospace alloys |
| Black oxide (uncoated) | Black | N/A | N/A | Rust prevention only, no hardness benefit |
Key points about coatings:
- Coatings add 0.002–0.005mm per side. For precision tap drilling, this matters — a coated 5.0mm bit drills slightly larger than an uncoated 5.0mm bit.
- TiAlN is the best all-around coating for metal cutting. If you’re unsure which coating to choose, TiAlN is the safe bet.
- Coatings wear off when resharpened. A resharpened coated bit is essentially an uncoated bit from the cutting edge back.
- On HSS bits, coatings improve life by 2–3×. On carbide bits, coatings improve life by 30–50% (carbide is already hard enough that the coating adds less marginal benefit).
Complete Material Comparison Table
| Material | Hardness | Red Hardness | Toughness | Wear Resistance | Relative Price |
|---|---|---|---|---|---|
| Carbon Steel | HRC 54–58 | ~200°C | High | Very Low | 0.3–0.5× |
| M2 HSS | HRC 63–65 | ~550°C | High | Standard | 1.0× |
| M1 HSS | HRC 61–63 | ~480°C | High | Low | 0.7–0.9× |
| M35 Cobalt | HRC 65–67 | ~650°C | Good | Good | 1.5–2.0× |
| M42 Cobalt | HRC 67–69 | ~700°C | Moderate | Very Good | 2.5–3.5× |
| Solid Carbide | HRA 90–92 | ~1,000°C | Low | Excellent | 5–10× |
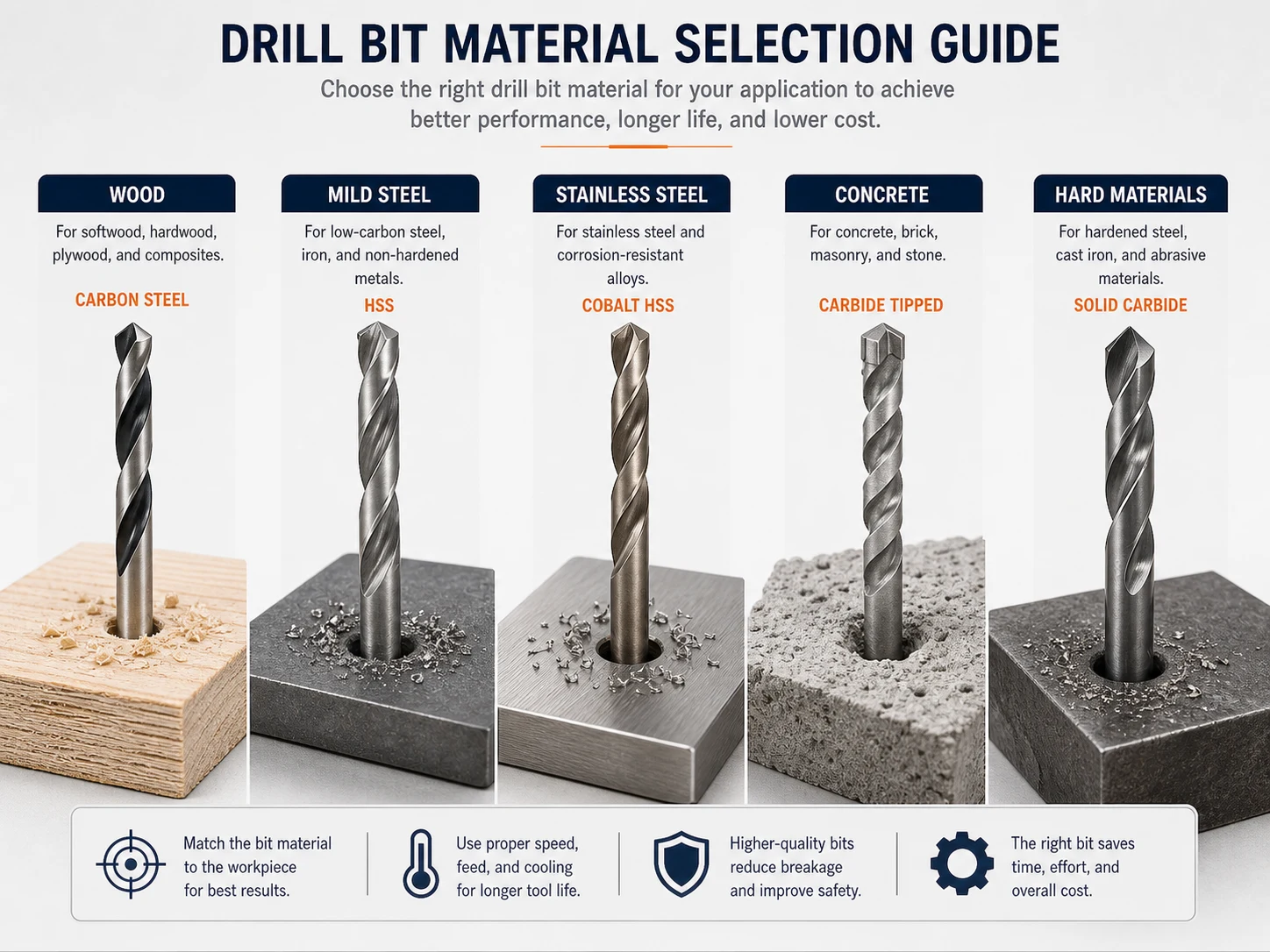
Recommended Material by Application
| Application | Recommended Material | Why |
|---|---|---|
| Wood / plastic drilling | M2 HSS | More than adequate; carbide is overkill |
| Mild steel (general) | M2 HSS | Standard choice, good value |
| Stainless steel | M35 Cobalt | Red hardness handles heat; 3–5× M2 life |
| Hardened steel (HRC 30–40) | M42 Cobalt | Maximum HSS hardness needed |
| Cast iron | M2 HSS or M35 | M2 for intermittent cuts; M35 for production |
| Aluminum | M2 HSS (uncoated) | Coatings cause chip welding in aluminum |
| CNC production drilling | Solid Carbide | Speed and life justify cost in volume |
| PCB / electronics | Solid Carbide (micro) | Only material that works at sub-1mm sizes |
| Masonry / concrete | Carbide-tipped (SDS) | Not HSS — requires impact-grade carbide |
Factory Purchasing Advice
Based on our experience supplying drill bits to distributors and manufacturers across Asia, the Middle East, and beyond, here’s our practical purchasing guidance:
- Don’t over-specify. M35 cobalt for mild steel drilling wastes money. The extra heat resistance goes unused.
- Don’t under-specify. M2 HSS for production stainless steel drilling wastes even more money — in replacement bits and downtime.
- Build a mixed inventory. About 60% M2 HSS, 25% M35 cobalt, 10% M42 cobalt, and 5% solid carbide covers most distributor needs. Adjust ratios based on your local market.
- Coatings are worth it for metal cutting. TiAlN-coated M35 bits outperform uncoated M42 in most stainless steel applications at a lower price.
- Watch for material substitution. Some suppliers sell M1 as M2, or M2 as M35. Verify with a hardness test if the price seems too low.
We offer trial orders starting at 100 pieces per specification so you can test the material on your actual workpieces before committing to volume. Contact us to discuss your specific drilling requirements.
Frequently Asked Questions
What is the best material for a drill bit?
There is no single “best” material — it depends entirely on what you’re drilling. For wood and mild steel, M2 HSS is the best value. For stainless steel, M35 cobalt. For high-production CNC drilling, solid carbide. Matching the material to the application is more important than buying the most expensive option.
Is cobalt better than HSS?
Cobalt HSS (HSS-E) is better than standard HSS for hard and heat-generating materials — specifically stainless steel, tool steel, and hardened alloys. For wood, plastic, and mild steel, cobalt provides no meaningful advantage and costs significantly more. Choose cobalt when the job demands it, not as a default upgrade.
Why are carbide drill bits so expensive?
Carbide requires expensive raw materials (tungsten carbide and cobalt powder), high-temperature sintering (1,400°C), and precision grinding with diamond wheels. The manufacturing process is far more complex than HSS forging and grinding. However, carbide’s 10–20× longer life in abrasive materials often makes it the cheapest option per hole drilled.
Do I need coated drill bits?
For metal cutting, yes — TiAlN coatings significantly improve life and performance. For wood and aluminum, coatings provide minimal benefit and can actually cause problems (chip welding on aluminum). If you drill steel regularly, invest in TiAlN-coated bits. For general-purpose mixed use, uncoated HSS is fine.