Walk into any hardware store and you’ll face a wall of circular saw blades — hundreds of sizes, tooth counts, and price points. Pick the wrong one and you’ll get rough cuts, burned edges, or a blade that goes dull in a day. Pick the right one and your production line hums along with clean cuts and minimal downtime.
At our Hangzhou factory, we’ve been producing TCT circular saw blades since 1994. We supply blades to furniture manufacturers, construction companies, and distributors across Asia, the Middle East, and South America. This guide distills what we’ve learned into a practical decision framework.
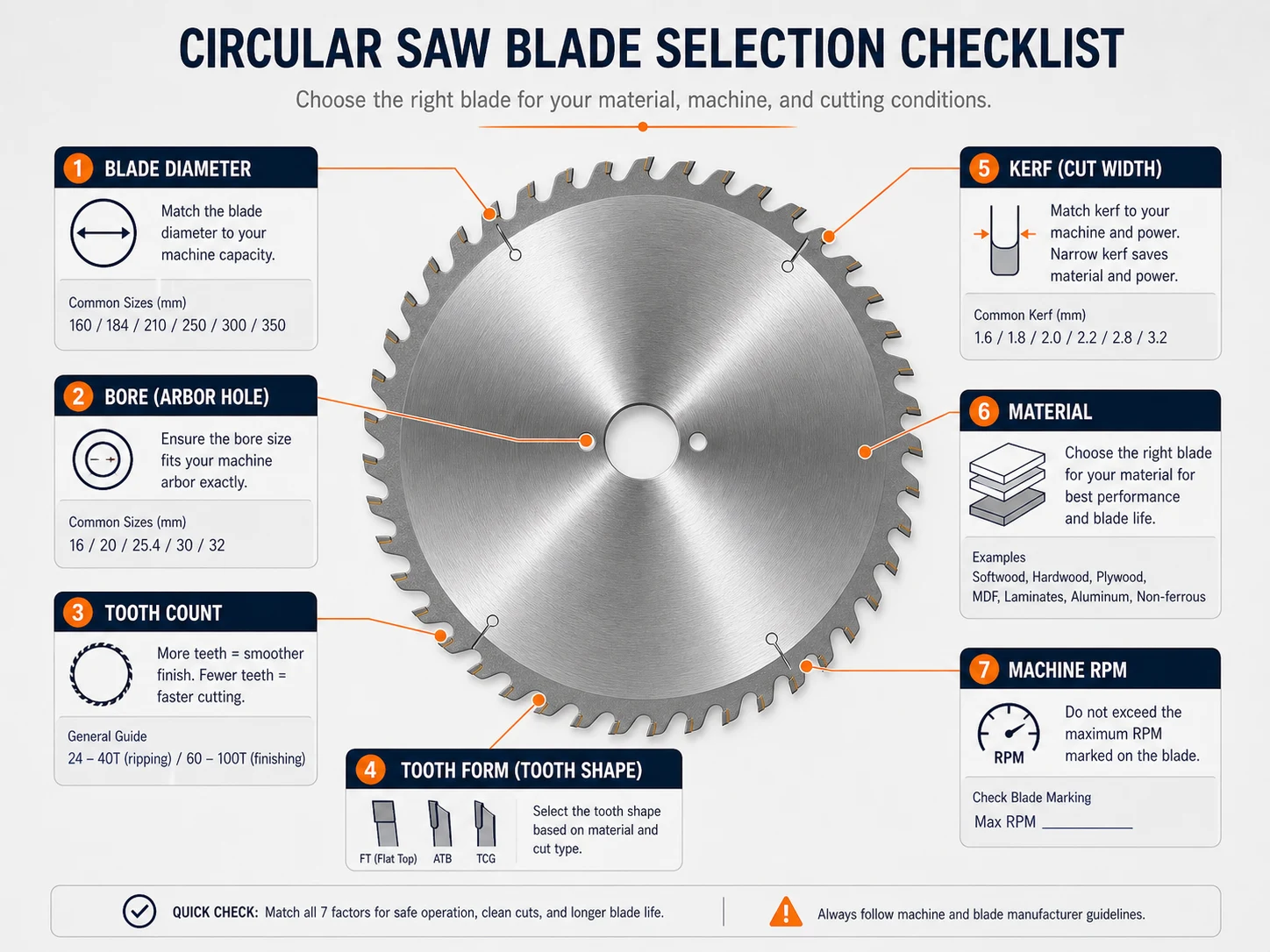
The 5 Parameters That Determine Blade Performance
Before you choose a blade, understand what each specification actually does:
1. Blade Diameter
The diameter determines your maximum cutting depth and must match your machine’s arbor capacity. Common sizes:
- 110–160mm: Cordless circular saws, trim saws
- 185–235mm: Standard circular saws, miter saws
- 250–300mm: Table saws, sliding miter saws — the most common industrial sizes
- 350–500mm: Panel saws, beam saws, cold saws
Important: Never exceed your machine’s rated maximum blade diameter. The RPM rating is calibrated for a specific blade size. A larger blade spins faster at the tooth tip (tangential speed increases with diameter), which can cause overheating, vibration, and dangerous blade failure.
2. Number of Teeth
Tooth count is the single biggest factor affecting cut quality and speed:
- Fewer teeth (24–40): Faster cuts, aggressive material removal, rougher finish. Best for ripping solid wood and construction timber.
- Medium teeth (40–60): The “general purpose” range. Good balance of speed and finish for most workshop tasks.
- High teeth (60–80): Cleaner crosscuts, better for plywood and sheet materials. Slower feed required.
- Very high teeth (80–120): Fine finish cuts on laminates, melamine, and veneered panels. Slowest feed, cleanest edge.
We’ll dive deeper into tooth count in a dedicated section below.
3. Bore Diameter (Arbor Hole)
The bore must match your machine’s arbor exactly. Common bores:
- Φ20mm: Small cordless saws, European portable saws
- Φ25.4mm (1″): Standard circular saws, miter saws, most North American and Asian equipment
- Φ30mm: Table saws, panel saws, European industrial machines
- Φ32mm: Cold saws, large industrial machines
Reducing rings (bushings) can adapt a larger bore to a smaller arbor, but they add runout and are not recommended for precision work. Whenever possible, order the blade with the exact bore you need.
4. Kerf Width (Plate Thickness)
The kerf is the width of the cut the blade makes. It’s determined by the plate thickness plus the carbide tip overhang:
- Thin kerf (1.5–1.8mm): Less material waste, less motor load, but more vibration. Good for lower-powered machines.
- Standard kerf (2.0–2.4mm): Most common. Good balance of stability and efficiency.
- Full kerf (2.6–3.2mm): Maximum stability, best for high-volume production. Requires a more powerful motor.
For most buyers, standard kerf is the right choice. Thin kerf is popular in North America where contractors value portability and battery life. Full kerf dominates in European and Asian industrial settings.
5. Hook Angle (Rake Angle)
The hook angle determines how aggressively the tooth bites into the material:
- Positive hook (10°–20°): Aggressive feed, fast cutting, good chip evacuation. Best for ripping wood and general construction.
- Low/Zero hook (0°–5°): Controlled cut, less tear-out. Good for crosscutting and plywood.
- Negative hook (-5° to -10°): Scraping action, minimal grab. Required for aluminum and non-ferrous metals. Also used on some laminate blades for chip control.
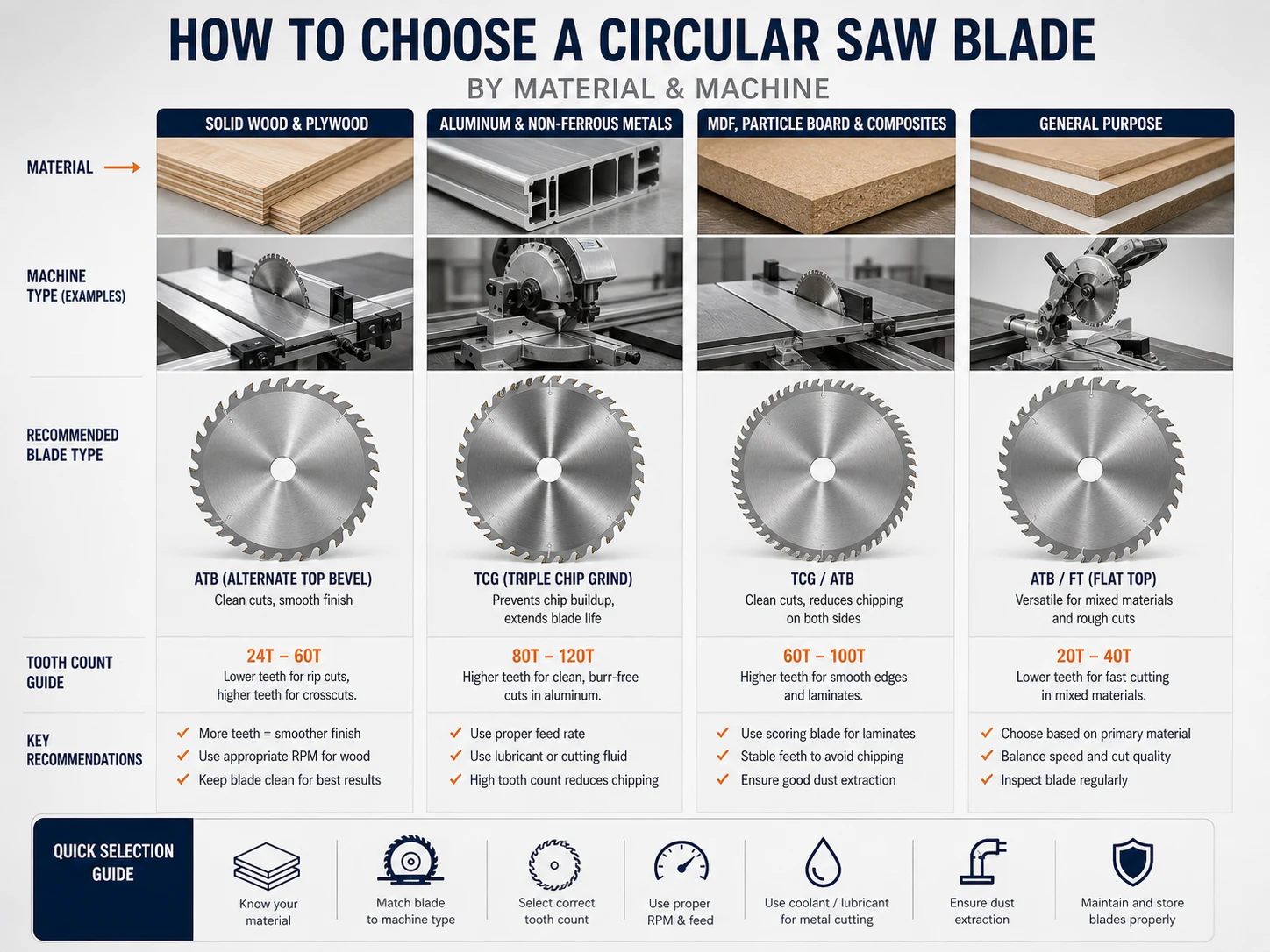
Matching the Blade to Your Material
| Material | Recommended Teeth | Tooth Geometry | Hook Angle | Carbide Grade |
|---|---|---|---|---|
| Softwood (ripping) | 24–40T | FT (Flat Top) | +15° to +20° | YG8 (K40) |
| Softwood (crosscut) | 60–80T | ATB | +10° to +15° | YG8 (K40) |
| Hardwood | 40–60T | ATB | +10° to +15° | YG6A (K30) |
| Plywood / MDF | 80–100T | ATB or TCG | +5° to +10° | YG6X (K20) |
| Laminate / Melamine | 80–120T | TCG | +5° to +10° | JC05AC (K10) |
| Aluminum profiles | 80–120T | TCG | -5° to 0° | YG6A (K30) |
| Multi-material (site use) | 40–60T | ATB+R | +10° to +15° | YG6A (K30) |
Matching the Blade to Your Machine
Different machines place different demands on the blade:
Table Saws
Table saws run at fixed RPM (typically 3,000–4,500 RPM) with stable, flat tables. They can handle full-kerf blades and larger diameters (250–400mm). For table saws, prioritize runout tolerance (≤0.08mm) and dynamic balance. Vibration is your enemy on a table saw because there’s no movement compensation — the workpiece is fixed.
Sliding Miter Saws
Miter saws cut across the grain, so you want higher tooth counts (60–100T) with ATB geometry. The sliding action means the blade enters and exits the cut repeatedly, so low-vibration balance is critical. We recommend professional-grade blades (75Cr1 steel, ≤0.06mm runout) for miter saws because any wobble shows up as irregular angles.
Circular Saws (Handheld)
Portability means lower motor power and more operator movement. Thin-kerf blades reduce motor strain. Lower tooth counts (24–40T) are common for construction ripping. For handheld saws, blade weight matters — lighter blades are easier to control and reduce operator fatigue.
Panel Saws / Beam Saws
These industrial machines run at high feed speeds and process dozens of sheets per shift. They demand the highest grade blades: 75Cr1 steel, K20 or K10 carbide, ≤0.06mm runout, and dynamic balance under 1.0g. On these machines, blade life is measured in linear meters, and a dull blade costs more in downtime than in replacement price.
Quality Grade对照: What You Actually Get at Each Price Point
At our factory, we produce five distinct quality grades. Here’s what each level means in real terms:
| Grade | Steel Body | Carbide | Runout | Best For | Price Level |
|---|---|---|---|---|---|
| Economy (P) | 50# carbon | YG8 (K40) | ≤0.15mm | Price-sensitive markets, DIY | Entry |
| Standard (B) | 50#/75Cr1 | YG6A (K30) | ≤0.12mm | General contractor use | Low-Mid |
| Premium (J) | 75Cr1 | YG6A (K30) | ≤0.08mm | Export markets, resellers | Mid |
| Professional (G) | 75Cr1 | YG6X (K20) | ≤0.06mm | Production woodworking | High |
| Renovation (C) | 75Cr1 | JC05AC (K10) | ≤0.06mm | Laminate, high-gloss panels | Premium |
The gap between Economy and Professional isn’t just about materials — it’s about manufacturing process. Professional-grade blades go through additional grinding passes, stricter inspection, and dynamic balancing. For a furniture factory running a panel saw 8 hours a day, the Professional grade pays for itself in reduced downtime and fewer rejected panels.
Common Mistakes Buyers Make
- Using a ripping blade for crosscutting: You’ll get tear-out on the exit side and a rough finish that needs sanding. Crosscutting needs more teeth.
- Using a wood blade on aluminum: Wood blades have positive hook angles that grab aggressively in metal. This causes kickback, broken teeth, and potential injury. Use a negative-hook aluminum blade.
- Ignoring plate runout: A blade with 0.15mm runout will vibrate, produce a wider kerf than specified, and accelerate motor bearing wear. For precision work, demand ≤0.08mm.
- Buying by price alone: The cheapest blade often costs the most when you factor in resharpening frequency, material waste from poor cuts, and customer returns.
- Wrong bore size: Ordering a 30mm bore blade for a 25.4mm arbor machine. Bushings are a workaround, not a solution.
- Feeding too fast or too slow: Too fast causes burning and overloads the motor. Too slow causes friction heating and premature dulling. Match feed speed to tooth count and material.
Our Blade Recommendation Process
When a buyer contacts us, we ask five questions before recommending a specification:
- What material are you cutting? (Wood species, sheet type, aluminum grade)
- What machine are you using? (Table saw, miter saw, circular saw, panel saw? What’s the arbor size and max RPM?)
- What finish quality do you need? (Structural/hidden, or visible/furniture-grade?)
- What’s your production volume? (Daily runtime, sheets per shift)
- What’s your target market/price point? (This determines the grade we recommend)
With these answers, we can narrow down to 2–3 specific specifications from our catalog. We then offer samples at 100 pieces per spec so you can test on your actual materials and machines.
View our full TCT saw blade product range or browse the complete product catalog. For furniture-specific guidance, see our TCT Saw Blade Buying Guide for Furniture Manufacturers.
Not Sure Which Blade Fits Your Machine?
Send us your machine model and material details. Our engineers will recommend the exact specification — diameter, teeth, bore, kerf, and grade.
Frequently Asked Questions
How do I know what size circular saw blade I need?
Check your machine’s manual for the maximum blade diameter and arbor bore size. Never exceed the rated diameter. The most common sizes are 250mm (10″) for table saws, 300mm (12″) for sliding miter saws, and 185mm (7-1/4″) for handheld circular saws. Always measure the bore in millimeters — “1 inch” is 25.4mm, not 25mm.
Is more teeth always better on a saw blade?
No. More teeth produce cleaner cuts but remove material more slowly and generate more heat. For ripping solid wood, 24–40 teeth is ideal. For fine crosscutting on laminate, 80–120 teeth is better. Match the tooth count to the operation, not just the material. Using a 100T blade for rough construction ripping will cause burning and premature dulling.
Can I use the same blade for wood and aluminum?
We strongly advise against it. Wood blades have positive hook angles that cause dangerous grabbing in aluminum. Aluminum blades use negative or zero hook geometry. The tooth geometry, gullet design, and carbide grade are all different. If you cut both materials, invest in dedicated blades for each.
What’s the difference between ATB and TCG tooth geometry?
ATB (Alternate Top Bevel) means teeth alternate between left and right bevel angles, creating a slicing action that reduces tear-out in wood. It’s the standard for general-purpose and wood-cutting blades. TCG (Triple Chip Grind) alternates between a flat-raking tooth and a trapezoidal tooth. The flat tooth clears the groove while the trapezoid finishes the edge. TCG is superior for abrasive materials (MDF, particle board, laminate, aluminum) and produces cleaner bottom-face cuts.
How often should I replace or resharpen my saw blade?
It depends on material, grade, and usage intensity. A Standard-grade blade cutting softwood might last 800–1,200 linear meters. The same blade on MDF might need resharpening after 300–500 meters. A Professional-grade blade with K20 carbide on hardwood can exceed 2,000 meters. Signs you need resharpening: burning at the cut line, increased motor load, rougher finish than usual, or visible chipping on carbide tips.
Need a more practical selection flow?
Read our application-based saw blade selection guide to match material, machine, kerf, bore and tooth count before comparing prices. Read the guide.