Tooth back breakage is not the most common saw blade problem. In daily production, buyers usually talk more about chipped carbide tips, poor cutting finish, burning marks, vibration or short blade life.
But when the back of the tooth breaks, the situation is usually more serious.
It can damage the blade body, reduce cutting stability, stop production and create safety risk for operators. Even if the blade can still run for a short time, the cutting performance is already reduced. Repair may be possible in some cases, but it often takes time, labor and extra cost. For most workshops, prevention is better than repair.
What Is Tooth Back Breakage?
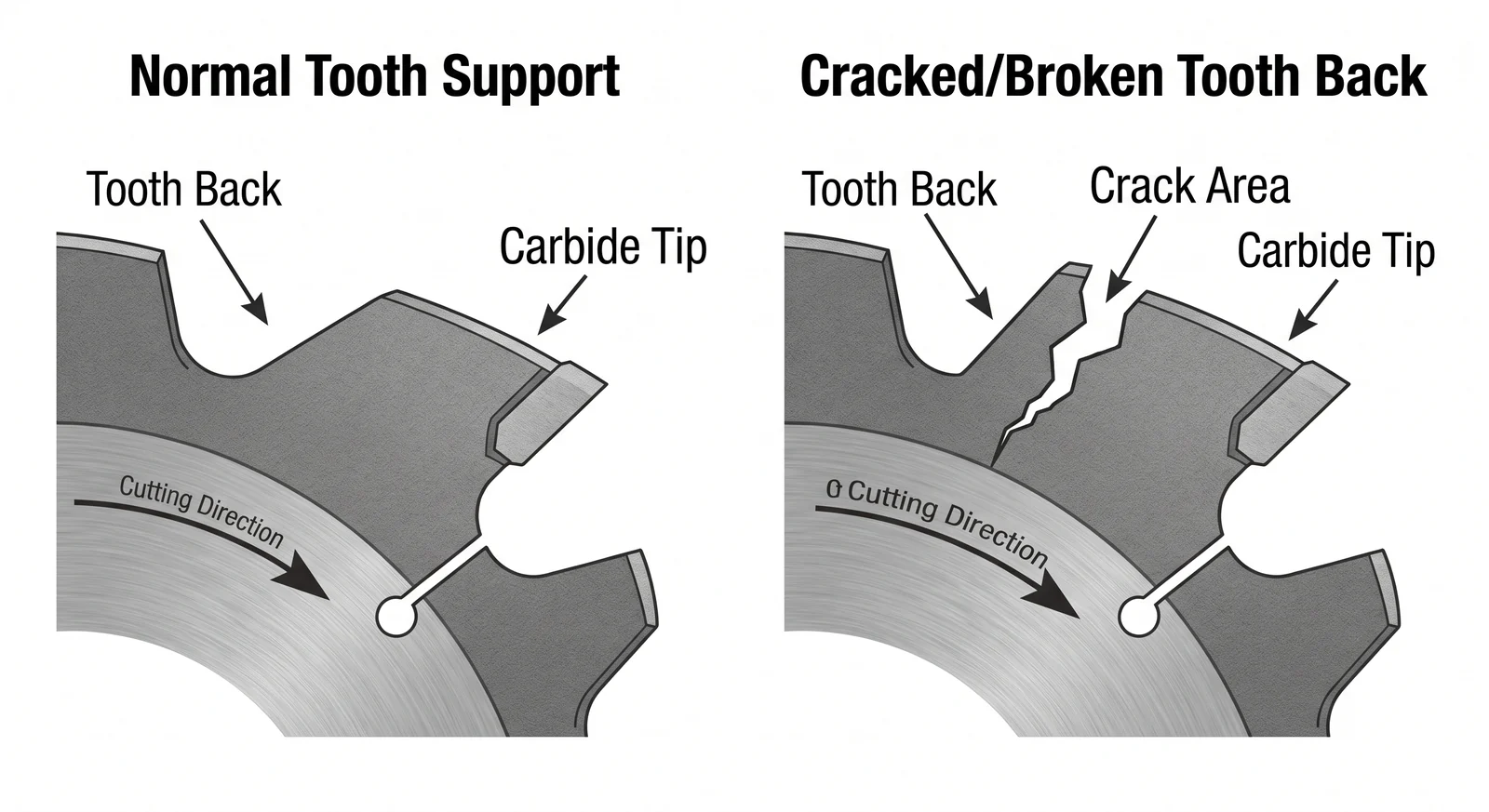
The tooth back is the supporting part behind the cutting edge or carbide tip. During cutting, it helps carry force and impact from the workpiece.
When a blade cuts into hard material, thick material or unstable material, each tooth receives repeated load. If the tooth back is strong enough, the force is transferred through the blade body. If the tooth back is too thin, poorly supported or weakened by process defects, cracks may start and eventually lead to breakage.
This is why tooth back strength matters, especially for blades used in heavy cutting, fast feeding or unstable cutting conditions.
Main Causes of Tooth Back Breakage
1. Overload During Cutting
One common cause is cutting load that exceeds what the blade was designed to handle.
This may happen when the material is too thick, the feed speed is too aggressive, or the machine power is not suitable for the cutting task. The blade is forced to remove more material than it can cut smoothly.
Overload does not always break the tooth immediately. Sometimes the blade first shows vibration, rough cutting, abnormal noise or fast wear. If the problem continues, the tooth back may finally fail.
2. Strong Impact During Cutting
Impact is another major factor.
Impact can come from unstable clamping, material movement, interrupted cutting, welded seams, hard spots or sudden contact between blade and workpiece. If the blade enters the material unevenly, the first teeth may receive a very strong shock.
A good blade design should handle normal cutting impact, but no blade performs well if the cutting condition is too unstable.
3. Thin Kerf With Dense Tooth Count
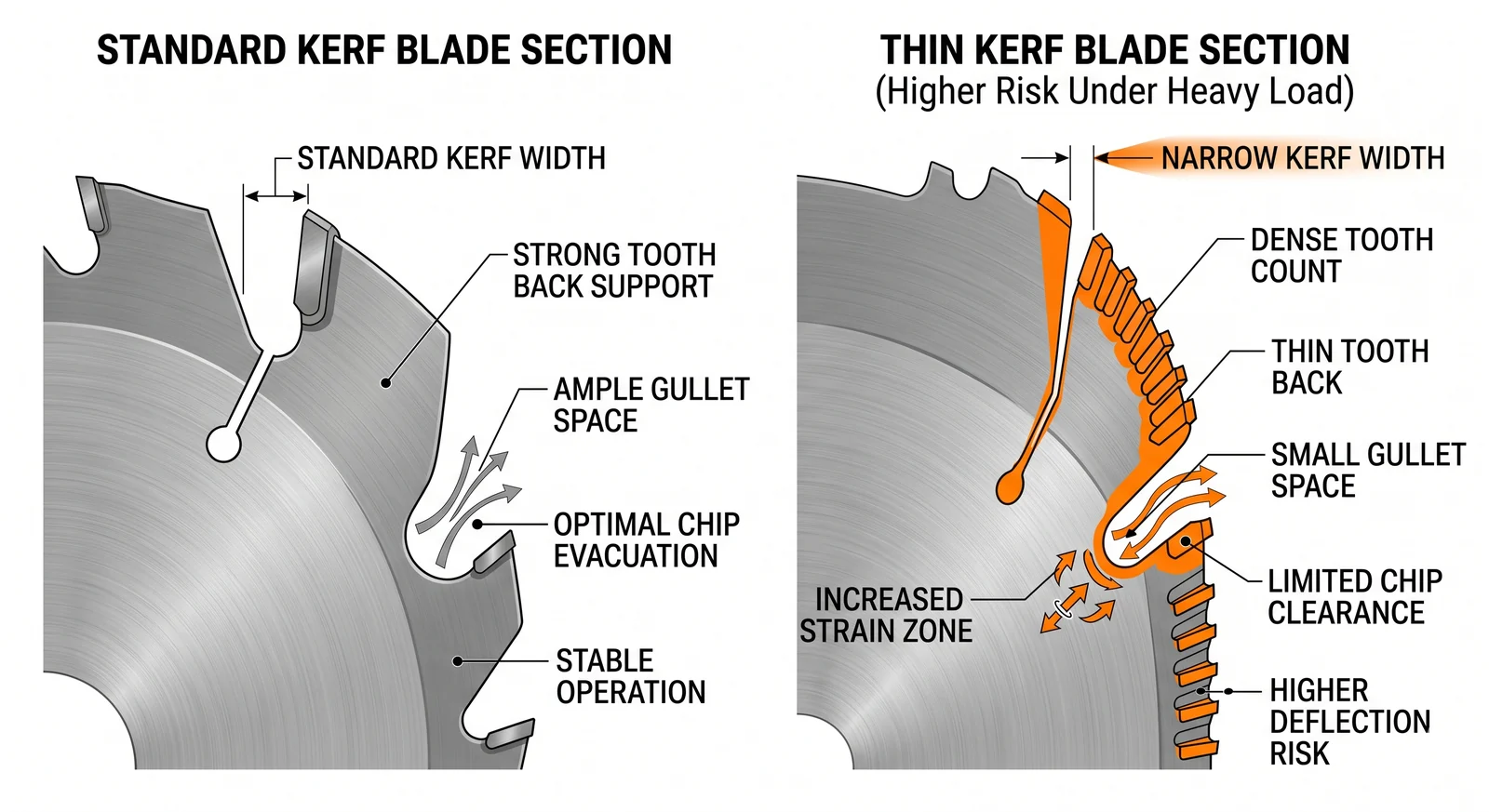
Thin kerf blades are useful. They reduce cutting resistance, save material and are often preferred for cordless tools or machines with limited power.
But thin kerf is not suitable for every cutting condition.
If a blade uses a thin plate design and also has a dense tooth count, the tooth spacing becomes smaller. In some designs, this makes the tooth back narrow and thin. The result is lower support strength behind each tooth.
This is especially risky when the blade is used for heavier cutting than intended. The blade may look sharp and efficient at first, but the tooth structure may not have enough strength for high load or high impact cutting.
4. Process or Material Defects
Tooth back breakage can also come from manufacturing problems.
- unstable heat treatment of the blade body
- poor plate tension control
- inaccurate grinding
- weak tooth geometry
- uneven brazing heat
- micro-cracks from processing
- material defects in the steel plate
These problems are not always visible from the outside. A blade can look normal before use, but fail early in real production.
How Buyers Can Reduce the Risk
Check the Cutting Condition First
Before choosing a blade, confirm the real application:
- What material will be cut?
- Is it solid, hollow, laminated or recycled?
- What is the material thickness?
- What machine is used?
- Is the clamping stable?
- Is the cutting dry or with coolant?
- What is the target cutting speed and finish?
A blade that works well in one factory may fail quickly in another if the machine or material is different.
Avoid Using Thin Kerf Blades for Heavy Load Work
Thin kerf is not wrong. The key is matching it to the right job.
For light cutting, clean material and low-power tools, thin kerf can be a good choice. For heavy-duty cutting, thick material or unstable workpieces, a stronger plate and tooth back design is often safer.
Use the Right Tooth Count
More teeth do not always mean better performance.
High tooth count can improve finish, but it also reduces chip space and may increase cutting resistance if used incorrectly. Low tooth count removes chips faster and is often better for rougher or thicker cutting.
For tooth back strength, tooth spacing and tooth shape must be considered together. A good recommendation should balance finish, cutting speed, chip removal and tooth support strength.
For a broader explanation, see our TCT saw blade tooth count chart and TCT saw blade selection guide.
Keep the Machine Stable
Blade design is important, but operation still matters. To reduce abnormal impact, factories should check spindle condition, flange cleanliness, blade mounting accuracy, workpiece clamping, feed speed and machine vibration.
A good blade used on a poorly maintained machine will still fail earlier than expected.
What to Ask Before Ordering
If you are sourcing saw blades, ask your supplier these questions:
- Is this blade designed for my material and machine?
- Is the kerf suitable for my cutting load?
- Is the tooth count suitable for chip removal?
- How is the blade body tension controlled?
- What quality grade of steel plate and carbide is used?
- Can the tooth geometry be adjusted for my application?
- What information do you need before recommending a blade?
A responsible supplier should ask questions before quoting. If a supplier only offers the cheapest blade without checking the application, the risk of mismatch is much higher.
Final Thought
Tooth back breakage is not just a small blade defect. It is often the result of load, impact, design and process quality working together.
Maintenance and correct operation can reduce the risk, but the foundation is still blade design and manufacturing control. For buyers, the goal should not be to find the lowest-priced blade. The better goal is to choose a blade that matches the real cutting condition and helps production run safely and consistently.
A good saw blade should not only cut. It should protect production efficiency, machine stability and customer trust.