A buyer may say, “I need a cold saw blade for steel cutting.” That sounds clear, but it is still not enough.
The first question we usually ask is simple: are you cutting tube, profile, or solid bar?
This is not a small detail. Tube and solid bar put very different pressure on the blade. A blade that works well on steel tube may not be the safest choice for solid bar. A blade made for solid bar may also feel too heavy, noisy, or aggressive on thin-wall tube.
If you are a wholesaler, this difference matters even more. Your customer may only care whether the blade cuts well. But if the blade is matched to the wrong material shape, the complaint will come back to you.
The Short Difference
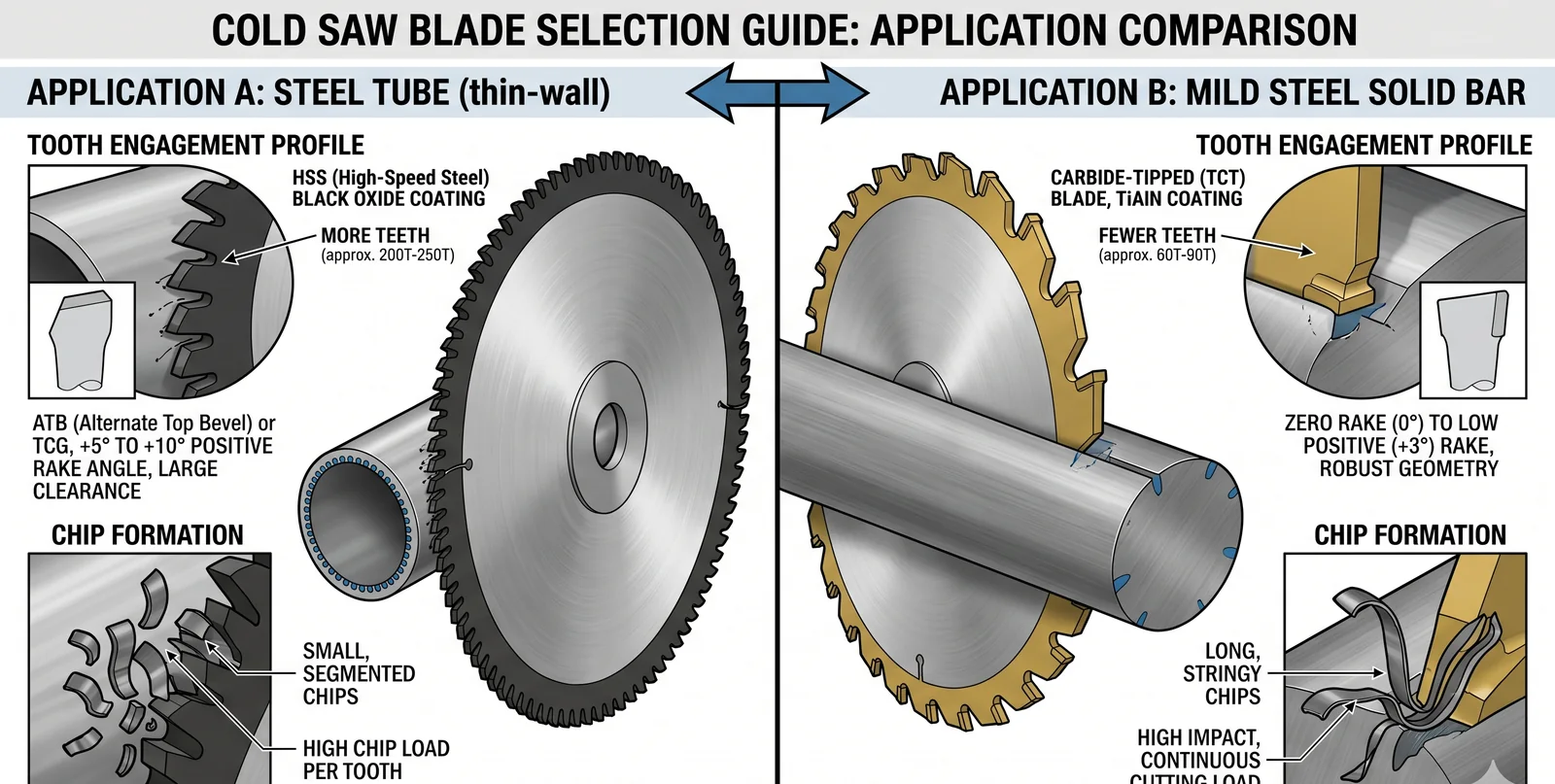
Tube cutting has repeated tooth entry and exit. The blade hits thin walls, leaves the material, and enters again. Vibration, grabbing and burr control are the big risks.
Solid bar cutting keeps the teeth engaged in material for a longer time. Chip load, heat, feed control and tooth strength become more important.
| Application | Main Cutting Problem | Blade Selection Focus | Common Mistake |
|---|---|---|---|
| Steel tube | Vibration, grabbing, burr, tooth impact at thin wall | Tooth entry, stable clamping, wall thickness, tooth count | Using a solid-bar blade without checking wall thickness |
| Steel profile | Uneven contact, interrupted cutting, shape-related vibration | Profile shape, clamping, tooth geometry, feed control | Only quoting by outside diameter and bore |
| Solid bar | Heat, continuous chip load, long engagement time | Grade, tooth strength, chip space, RPM and feed | Choosing too fine a tooth count without chip room |
Why Tube Cutting Is Sensitive
Tube looks easier because there is less material than solid bar. In practice, tube cutting can be tricky because the tooth is not cutting continuously. It enters the first wall, passes through open space, then hits the next wall.
Every entry point is a small impact. If the tube is not clamped well, or if the tooth form is too aggressive, the blade may grab, vibrate, or chip.
For tube cutting, we need to know:
- Tube outside diameter
- Wall thickness
- Round tube, square tube, rectangular tube, or special profile
- Single tube cutting or bundle cutting
- Material grade, such as mild steel or stainless steel
- Cut finish requirement and burr tolerance
If the customer only says “steel tube,” the blade recommendation is still rough. A 1.2mm wall tube and a 6mm wall tube do not behave the same in the cut.
Why Solid Bar Cutting Is Different
Solid bar cutting is less interrupted, but it keeps the blade working under load for longer. The teeth stay in the material, chips continue to form, and heat can build up if speed, feed or coolant is wrong.
For solid bar, the blade needs enough tooth strength and enough chip space. A tooth count that looks “clean” on paper may not work well if chips cannot leave the cut.
For solid bar cutting, we need to know:
- Bar diameter range
- Material grade
- Machine RPM
- Coolant or dry cutting
- Target life, finish and burr requirement
- Current blade size and tooth count
This is why a customer asking for 285 x 2.0 x 1.75 x 32 x 80T still needs follow-up questions. If he is cutting mild steel solid bar, our thinking is different from tube cutting.
Tooth Count: More Teeth Is Not Always Better
Many buyers assume more teeth means a better finish. Sometimes it helps. But for cold saw blades, tooth count also decides chip load and chip space.
For thin-wall tube, too aggressive a tooth can bite too hard. For solid bar, too many teeth can make the cut rub, heat up, and lose efficiency. The correct tooth count depends on how many teeth are actually engaged in the material during cutting.
This is one reason we avoid quoting from diameter alone. A 285mm blade can be made in different tooth counts, but the best tooth count depends on tube wall thickness or bar diameter.
Tooth Geometry Matters More Than the Buyer Thinks
Two blades can both be 80T and still behave differently. Tooth geometry changes how the blade enters the material, forms chips, and handles impact.
For tube and profile, the blade needs to enter the wall smoothly and avoid grabbing. For solid bar, the blade needs tooth support and chip control during continuous cutting.
This is also why “same size, cheaper price” is not enough for comparison. If the tooth geometry is not made for the same application, the products are not truly the same.
Clamping Is Part of Blade Life
Tube and profile cutting are especially sensitive to clamping. If the material moves, the blade takes the impact. The buyer may see chipped teeth and blame the blade, but the real issue may be that the workpiece moved during entry.
Before changing blade grade, check:
- Is the tube held firmly?
- Does the material vibrate when the blade enters?
- Is the profile supported near the cut?
- Is bundle cutting causing movement between pieces?
- Is the vice surface clean and square?
A better blade can help, but it cannot fully compensate for poor clamping.
Carbide or Cermet for Tube and Solid Bar?
Carbide is often the safer first sample when the buyer cannot confirm machine condition, clamping, RPM or material details. It is more forgiving in uncertain conditions.
Cermet can be a strong option when the machine is stable, the material is consistent, and the customer wants better finish or longer life. But cermet is not a shortcut around poor setup. On unstable tube cutting, a premium cermet blade can still chip if the cutting condition is wrong.
For first sample orders, we usually prefer a safe starting point. After test feedback, we can adjust grade, tooth form or coating.
A Realistic Quotation Example
If a buyer sends this:
Need 285 x 2.0 x 1.75 x 32 x 80T for steel cutting.
We should not quote immediately as if everything is clear. A better reply is:
Thank you. To recommend the right blade, please confirm whether you cut solid bar, tube, profile or plate. If it is tube, please send outside diameter and wall thickness. If it is solid bar, please send bar diameter. Machine photo and current blade center-hole photo will also help us check bore and pin holes.
This sounds slower than a quick price, but it protects both sides. The customer gets a blade closer to his real cutting condition, and the supplier avoids selling the wrong tool.
What to Send for Tube Cutting
- Tube shape: round, square, rectangular or special profile.
- Tube outside diameter or size.
- Wall thickness.
- Material grade.
- Single piece or bundle cutting.
- Machine photo or model.
- Current blade marking and bore photo.
- Cut finish or burr requirement.
What to Send for Solid Bar Cutting
- Bar diameter range.
- Material grade, such as mild steel or stainless steel.
- Machine RPM if available.
- Coolant or dry cutting.
- Current blade marking.
- Bore, pin-hole diameter and PCD if available.
- Expected sample quantity and regular quantity.
- Main problem to solve: life, finish, burr, speed or stability.
How to Choose the First Sample
If the buyer is not sure about machine data, start simple. Choose a blade that is safe enough for the known material and shape, then improve from the test result.
For tube cutting, the first goal is usually stable entry and low vibration. For solid bar, the first goal is usually stable chip formation and enough tooth strength. After the buyer sends feedback, the next sample can be adjusted.
This is how we prefer to work with wholesalers. A sample is not only a small order. It is the first round of application matching.
Related Guides
- How to Read Cold Saw Blade Size – understand OD, kerf, plate thickness, bore and teeth.
- Carbide vs Cermet Cold Saw Blades – choose the right sample grade.
- Why Cold Saw Blades Fail Early – check machine, clamping, RPM, feed and coolant.
- Steel Cutting Cold Saw Blades – view cold saw blade product options.
FAQ
Can one blade cut both tube and solid bar?
Sometimes, but it is not always the best choice. If one application is the main use, the blade should be selected for that application first.
Why does tube cutting chip teeth?
Common causes include vibration, weak clamping, wrong tooth form, aggressive feed, material movement or using a blade not suited to the wall thickness.
Why does solid bar cutting create heat?
The blade stays engaged in material for longer. If RPM, feed, coolant or chip space is wrong, heat can build up quickly.
What is more important: tooth count or grade?
Both matter, but they solve different problems. Tooth count and tooth geometry must match the workpiece shape, while grade must match material, machine and cutting condition.
What if the buyer does not know the tube wall thickness?
Ask for a photo, drawing, or measurement with calipers. Without wall thickness, the recommendation can only be approximate.
If you are not sure whether your customer needs a tube blade or solid bar blade, send us the material photo and current blade marking. We can help check the safest sample direction.